Как выглядит схема инверторной сварки
Для того, чтобы понимать, что вообще собой представляет сварочный инверторный аппарат, необходимо рассмотреть схему, представленную ниже.
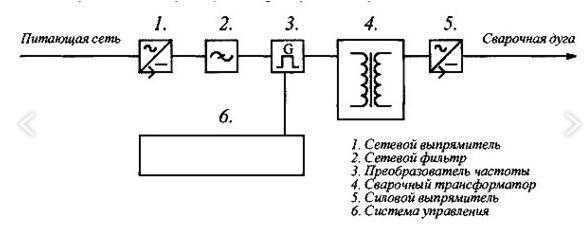
Все эти компоненты необходимо объединить и тем самым получить сварочный аппарат, который будет незаменимым помощником при выполнении слесарных работ. Ниже представлена принципиальная схема инверторной сварки.
Плата, на которой находится блок питания аппарата, монтируется отдельно от силовой части. Разделителем между силовой частью и блоком питания выступает металлический лист, подсоединенный к корпусу агрегата электрически.
Для управления затворками применяются проводники, припаивать которые нужно поблизости транзисторов. Эти проводники соединяются между собой парно, а сечение этих проводников не играет особой роли
Единственное, что важно учитывать — это длина проводников, которая не должна превышать 15 см
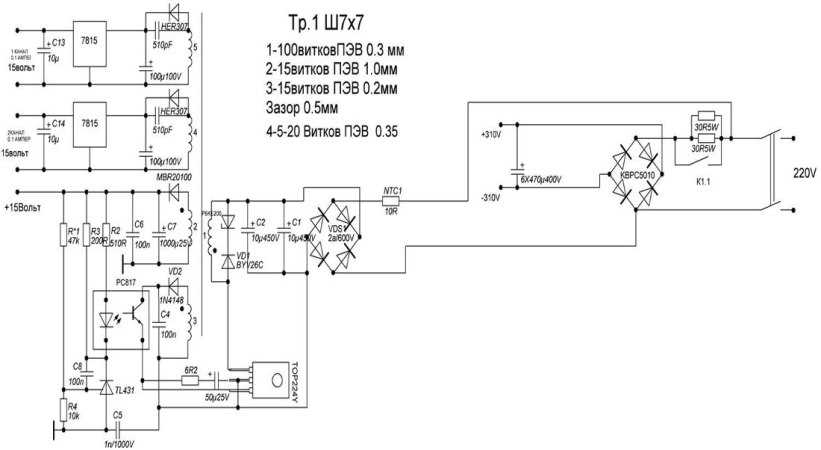
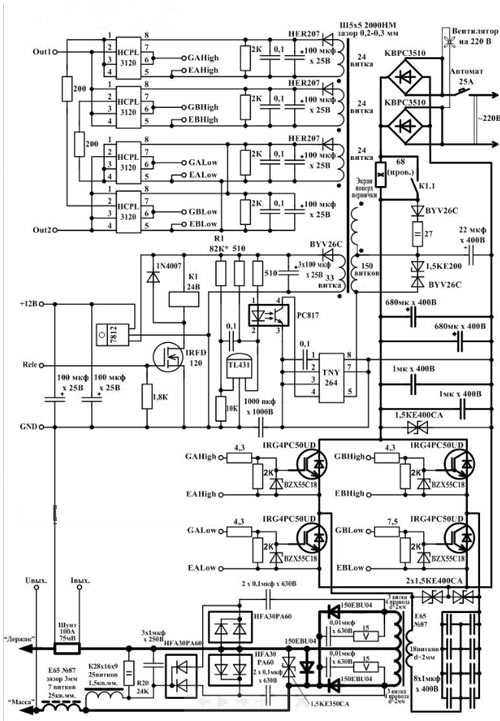
Для человека, который не знаком с основами электроники, прочесть такого рода схему проблематично, не говоря уже о назначении каждого элемента. Поэтому если у вас нет навыков работы с электроникой, то лучше попросить знакомого мастера помочь разобраться. Вот, к примеру, ниже изображена схема силовой части инверторного сварочного аппарата.
Основы сварки инвертором
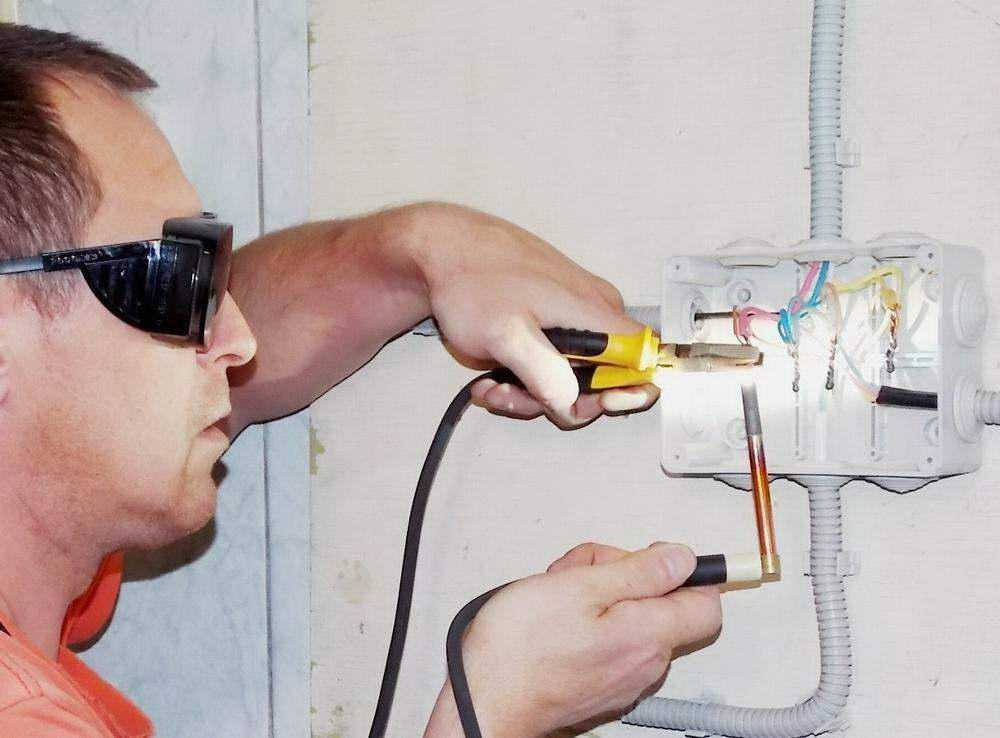
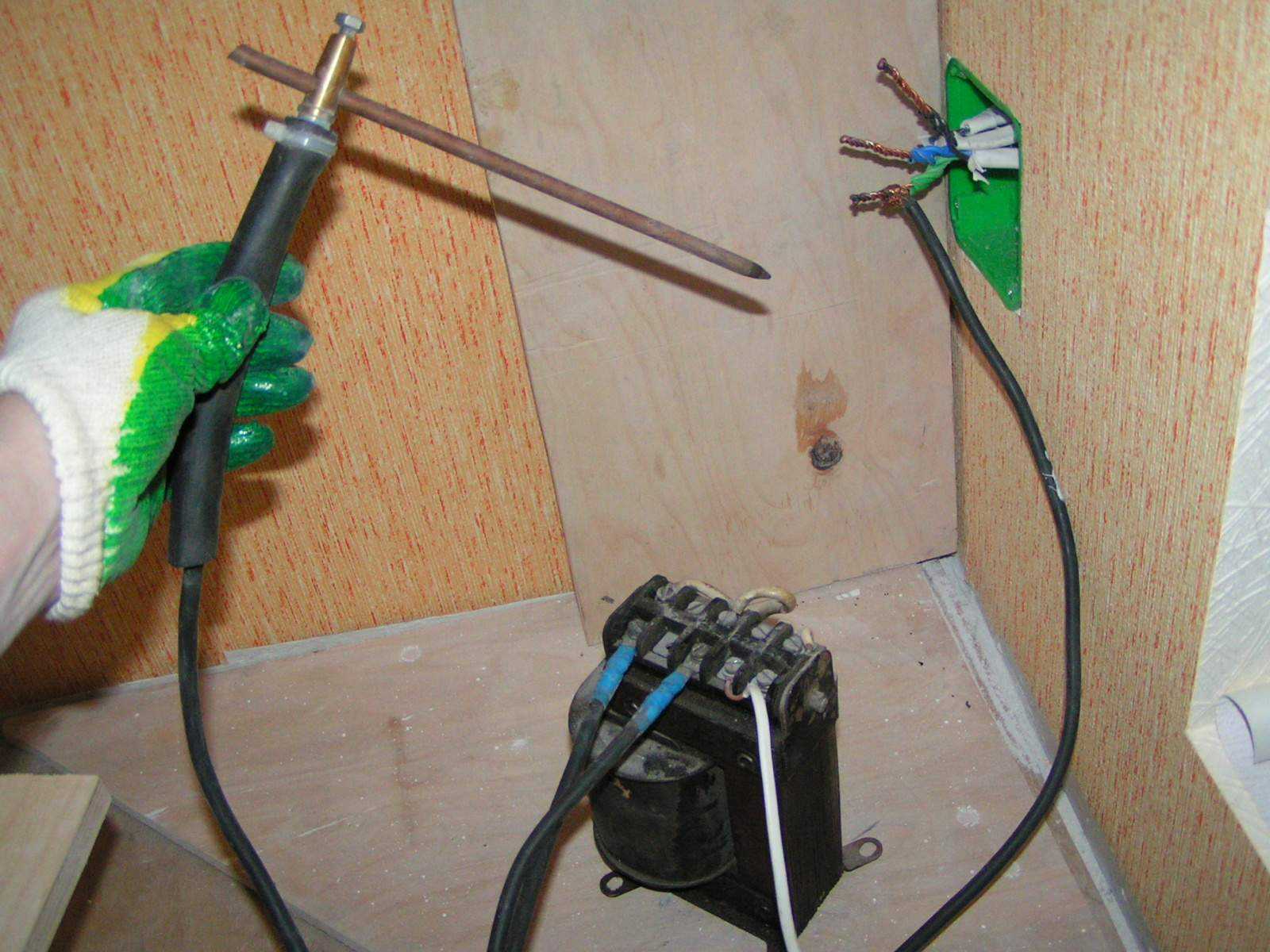
Для начинающих, опытные сварщики советуют кабель держака приложить к телу, прижать локтем руки и обернуть его вдоль предплечья (от локтя до кисти), взять держак в руку. Так плечевой сустав будет тянуть кабель, а рука с кистью останутся свободными.
Способ поможет с легкостью манипулировать рукой.
 Правильное расположение кабеля на предплечье. С голыми руками работать не стоит.
Правильное расположение кабеля на предплечье. С голыми руками работать не стоит.
Если держак взять просто в руку без обмотки предплечья кабелем, то в процессе сварки рука устанет и кистевые движения приведут кабель в болтающие движения. Что отразится на качестве сварного соединения.
Как варить инверторной сваркой правильно? Устанавливаем на аппарате сварочный ток согласно диаметру электрода, типу соединения и положению сварки. Инструкция по настройке имеется на аппарате и пачке электродов. Принимаем устойчивую стойку, локоть отводим от тела (прижимать нельзя), одеваем маску и начинаем процесс.
Сварку инвертором для начинающих лучше начинать с металлических заготовок более 20 см.
Известно, что новичок, одевая маску и зажигая дугу перестает дышать, пытаясь на одном дыхании проварить всю длину заготовки. При коротких изделиях, появится привычка варить на одном дыхании. Поэтому, тренируйтесь на длинных заготовках, учась правильно дышать при сварке.
Заготовки (пластины) на рабочем столе можно положить в горизонтальной плоскости — вертикально к себе или горизонтально, без разницы.
Зажатый в держателе электрод вначале сварки ставите под углом 90 градусов (перпендикулярно) и отводите в сторону шва на 30-45 градусов. Зажигаете дугу и начинаете движение.
- Если сварка выполняется углом назад, то наклон 30-45 градусов идет в сторону шва.
- Если соединение происходит углом вперед, то наклон электрода от шва.
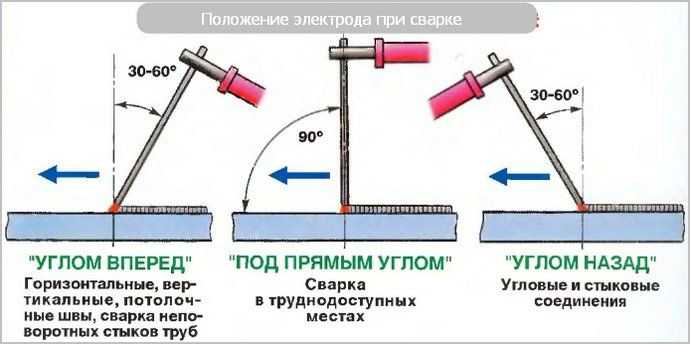
Расстояние между свариваемой поверхностью и электродом 2-3 мм, представьте, что вы ведете карандаш по листу бумаги.
Смотрите полезное видео, как научиться варить электросваркой для начинающих:
Принцип индукционного нагрева
Чтобы самому сделать какое-либо устройство, надо сначала понять, как оно работает. Действие индукционных водонагревателей мы рассмотрим на примере серийных котлов российского производства Эдисон, изготавливаемых на заводе компании Сибтехномаш. Эти котлы послужат прототипом нашего будущего самодельного прибора, поскольку все элементы их конструкции находятся на виду, в отличие от аппаратов других торговых марок.
Заводской котел Эдисон представляет собой блок из нескольких нагревательных элементов индукционного типа. Каждый элемент – это стальная труба расчетного диаметра в виде змеевика, внутри которой циркулирует теплоноситель. Она опоясывает индукционную катушку, называемую индуктором, по ней протекает ток высокой частоты, создаваемый отдельно стоящим в шкафу трансформатором. В результате вокруг катушки образуется мощное электромагнитное поле, чей вектор изменяет направление с огромной частотой. Это поле нагревает металлические стенки трубы, а от них подогревается и теплоноситель.




Возникает вопрос: зачем городить столь сложную конструкцию, когда есть старые добрые ТЭНы либо простые электродные котлы? Смысл в том, чтобы избавиться от недостатков этих нагревательных элементов, сохранив достоинства. Индукционный теплогенератор прогревает воду так же быстро, как и электродный котел, но при этом его рабочая часть не подвержена разрушению. Индукционная катушка – весьма надежный элемент и не перегорит, как обычный ТЭН, так как не испытывает большой нагрузки.
Устройство из деталей микроволновой печи
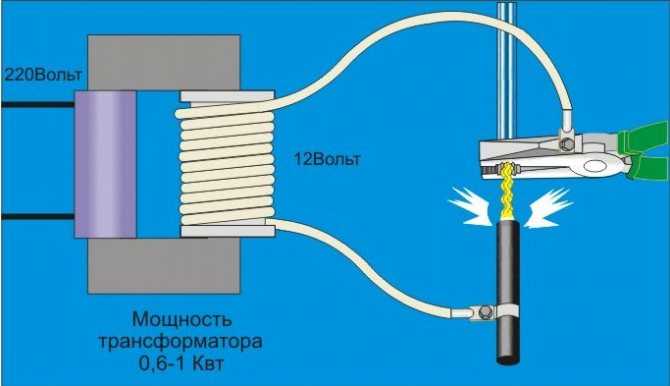
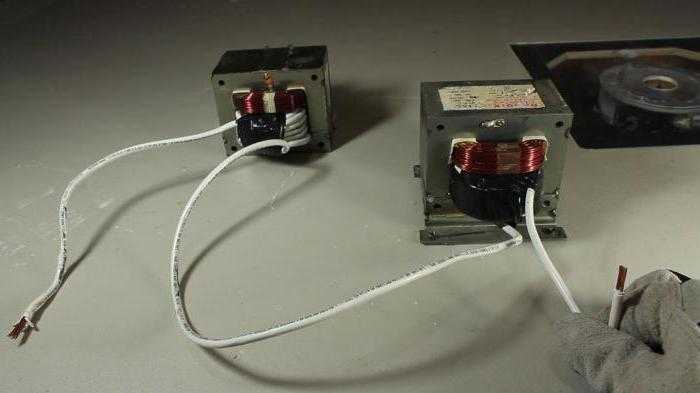
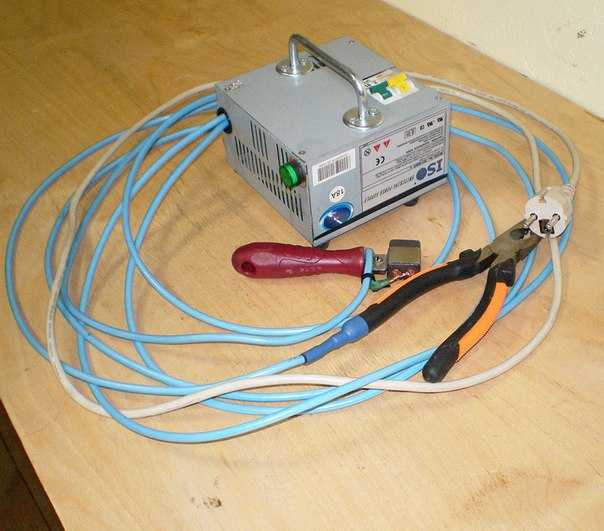
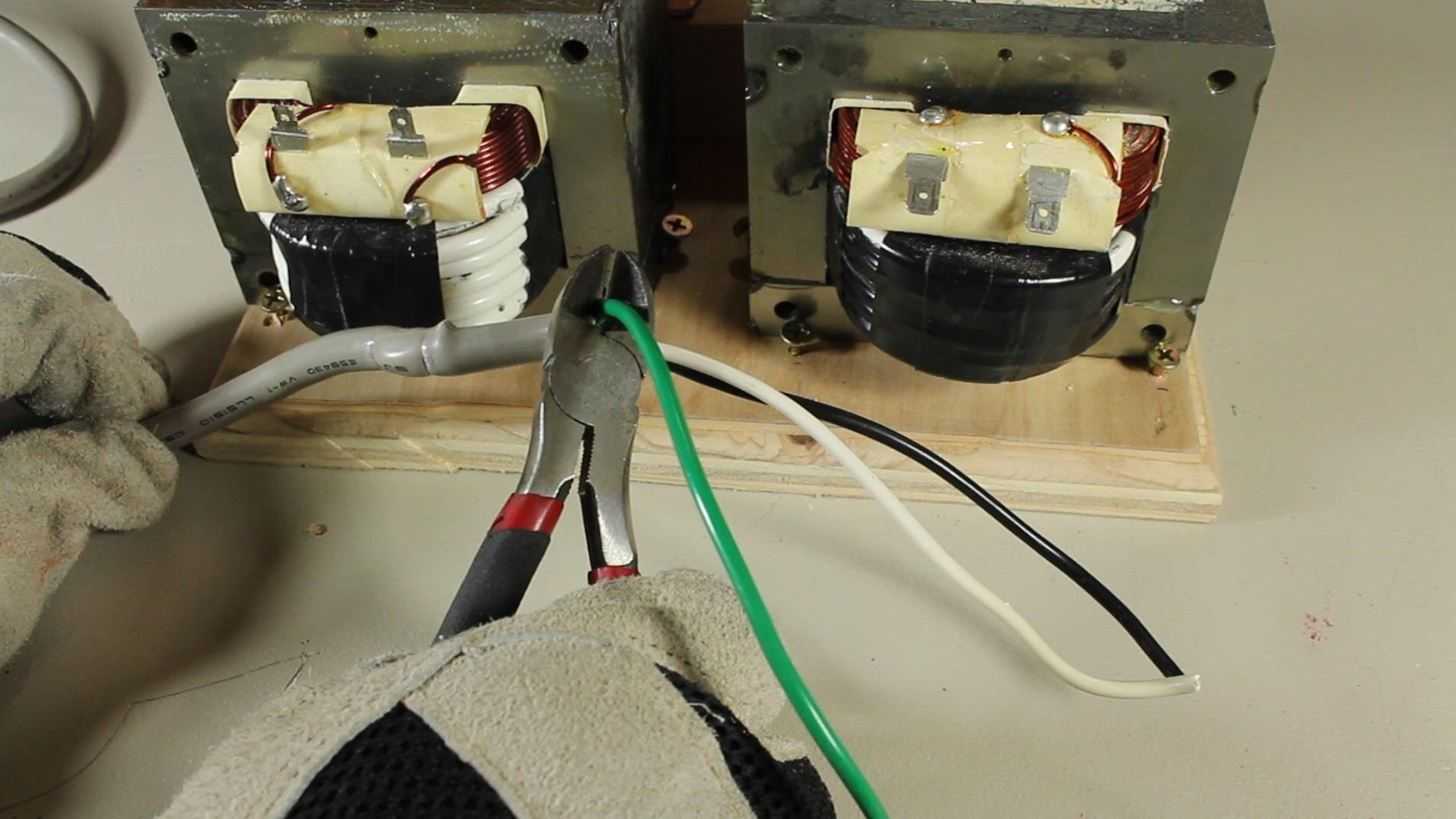
Достаточно простой сварочный аппарат для медных проводов своими руками можно сделать из трансформатора от микроволновой печи, который обладает высокой мощностью и компактными размерами. Подобное устройство помещается в корпус от блока питания ПК и оптимально подходит для сварки медных кабелей.
Для создания устройства подойдет трансформатор от любой микроволновки. Его необходимо предварительно разобрать, это можно сделать путем распила боковых сторон при помощи болгарки. Стоит отметить, что подключение трансформатора к сети возможно только после снятия вторичной обмотки.
Необходимо накрутить вторичную обмотку взамен старой и заклеить сердечник эпоксидным составом. Далее остается вмонтировать трансформатор в корпус от блока питания вместе с двумя автоматами.
Полученный сварочный аппарат для проводов обеспечивает быстрое зажигание дуги и качественную обработку кабелей. Трансформатор во время работы не нагревается, но при использовании устройства больших размеров рекомендуется применять для обмотки проводку с сечением в 10 мм². Несмотря на то что трансформатор отличается достаточно ощутимым весом, сам аппарат имеет небольшие габариты.
Упростить использование и улучшить качество соединения можно при помощи выключателя, расположенного на ручке графитовой клеммы. Так можно будет включать аппарат после того, как скрутка будет установлена в необходимое положение.

Каким образом работает сварочный аппарат
Характер функционирования агрегата основывается на законе Ома. При постоянной мощности сила тока определяется напряжением. Для расплавления металла нужно 60-150 А. Если устройство питается от сети 220 В, оно будет потреблять 20-30 кВт. Для этого придется прокладывать отдельную электрическую линию, т. к. бытовая электропроводка выдерживает не более 10 кВт. Варить нужно с соблюдением особых требований техники безопасности. В нормальных условиях обеспечить это невозможно.
С учетом таких нюансов, сварочный агрегат должен повышать силу тока, понижая напряжение. Оптимальным считается значение в 60 В. Для его получения используют трансформаторы или инверторы.
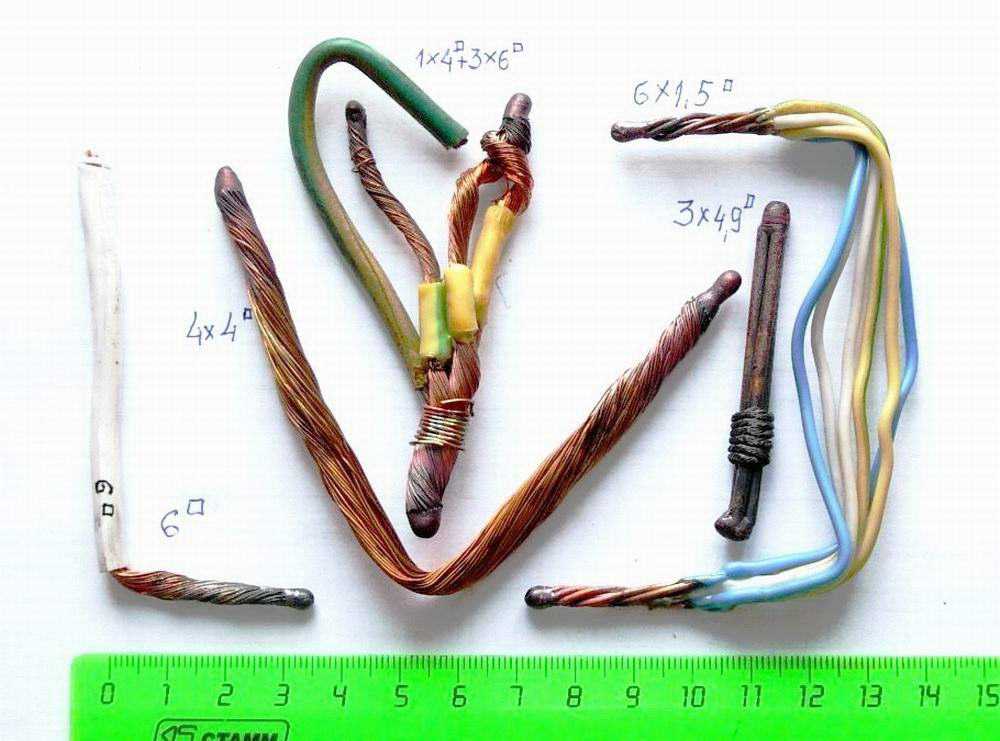
Виды проводов для сварочника
Работа инвертора невозможна без его полной комплектации. В нее обычно включают не только сам аппарат, но и кабели. Они представляют собой проводник тока, выполненный из медной проволоки диаметром до 0,2 мм. Несколько таких элементов сплетаются в один пучок, который сверху имеет изоляционное покрытие.
Назначение этого провода заключается в подводке тока от инвертора к держателю электродов. Это необходимо для того, чтобы подключить аппарат к электросети и заземлению. Выбираются провода на основе характеристики агрегата и кабеля и при этом учитываются следующие показатели:
- Длина;
- Площадь сечения;
- Падения напряжения в контуре.
На рынке провода представлены различными видами, что дает возможность приобретать изделие, которое обеспечит максимальную эффективность при применении оборудования. Наиболее популярным у сварщиков считается кабель марки КГ. Он представляет собой гибкий провод, применяемый для подключения агрегата к сети.
Провод медный КГ-ХЛ
Различают несколько разновидностей кабелей, которые отличаются по допустимой нагрузке тока. Кроме того, имеются модификации, рассчитанные на применение в определенных климатических условиях. Например, для северных регионов – это КГ-ХЛ с покрытием из холодостойкой резины, для южных – КГ-Т, устойчивый к появлению грибка.
Выпускается и еще одна марка кабелей для инверторов – КОГ1. Они отличаются наличием гибкой жилы, что позволяет специалисту, работающему с оборудованием спокойно перемещаться, меняя положение электрододержателя без дополнительных усилий.
Основные характеристики для выбора
Широкий ассортимент оборудования представленный на отечественном рынке несколько смущает неопытных покупателей. Но только на первый взгляд кажется, что модели, отличающиеся ценой, имеют существенную разбежку в параметрах. На самом деле больших отличий в характеристиках и функциональности у аппаратов для сварки проводов нет. Недорогие модели обычно изготовлены в Китае, более качественное оборудование поставляют европейские производители. Однако даже в их продукции могут использоваться китайские комплектующие и в этом ничего плохого нет.
Поэтому выбирая агрегат необходимо обращать внимание на диапазон регулировки сварочного тока. Для использования в быту достаточно и 160-200 А, в то время как для профессиональной деятельности потребуется аппарат с большим диапазоном
Важна и длительность работы без перерыва. Она зависит от того, на каких токах эксплуатируется аппарат. При высоких значениях реально держать дугу не более 3 минут, при малых продолжительность работы может быть значительно большей. Имеет смысл учитывать и напряжение холостого хода. Чем оно выше, тем лучше будет работать ваше оборудование. В среднем оно не должно превышать 90 В.
Использование аппарата для сварки проводов опускается только в специальной защитной маске. И если провода прилагаются практически каждым производителем, то дополнительные компоненты могут быть не везде.
Обзор популярных моделей
Одним из самых востребованных аппаратов для сварки медных проводов является ТС 700-2. Он имеет компактные габариты и относится к переносным моделям. Этот прибор рассчитан на работу с жилами сечением не более 24 мм². Чаще всего его используют электрики, чтобы добиться максимально надежного и качественного соединения проводов.
Смотрим видео о данной модели:
В комплектацию аппарата входят сварочные и сетевой кабель, электроды, сумка для переноски, защитные очки. Также каждый агрегат оснащен паспортом и инструкцией по эксплуатации. Стоимость оборудования составляет около 6 тысяч рублей.
Заключение
Сварочный аппарат является сложным прибором, работа с которым требует определенных навыков. Поэтому если имеются сомнения по его применению, то лучше воспользоваться услугами специалистов, что позволит получить гарантированно качественный результат.







3 Варианты изготовления аппарата для сварки
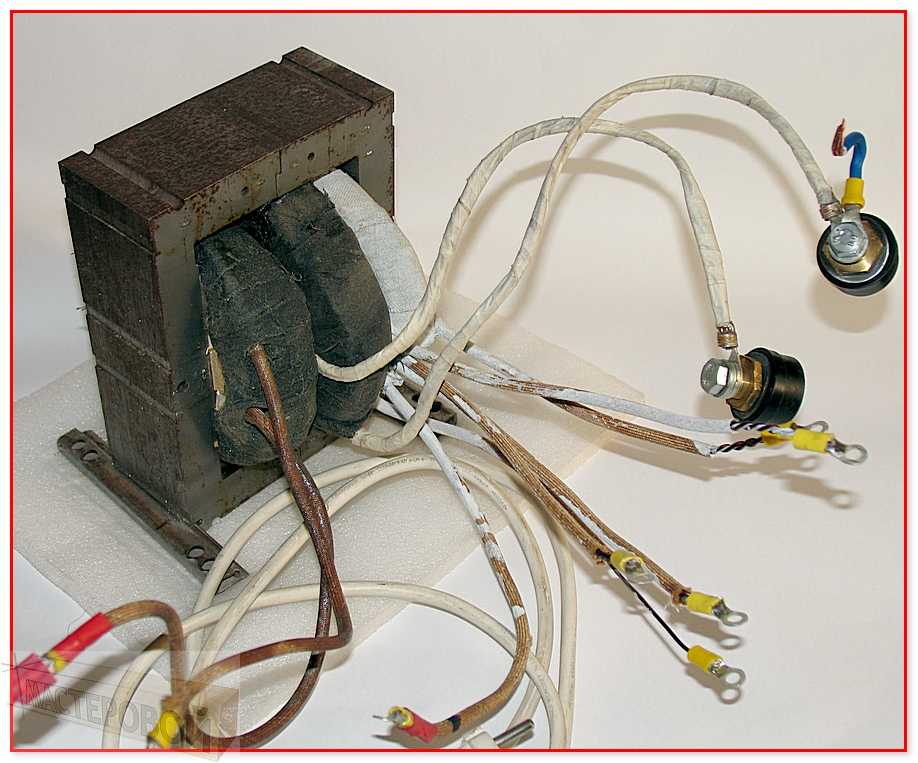
В отдельных случаях инвертор необходимо изготовить самостоятельно. Чтобы упростить задачу, берется трансформатор заводского изготовления или с первичной обмоткой, вторичная перематывается самостоятельно. Специалисты утверждают, что мощность прибора должна составлять 500-1000 Вт, а сердечник иметь в сечении 25 мм2. Первичную обмотку 220 В следует выполнять медным проводом ПЭВТ в защищенном исполнении Ø 1,5-2 мм. Для вторичной обмотки напряжением 18-24 В используют медный провод 15-20 кв. мм.

Оптимальным является выходное напряжение 12-24 В. При значениях, превышающих номинальные, происходит перегрев скрутки, как следствие, качество меди ухудшается, она начинает крошиться, разлетаться. Поэтому требуется понижать напряжение, а ток сварочной дуги увеличивать. Для этого вторичную обмотку перематывают, разделив на две ровные части. Их наматывают одновременно и соединяют параллельно. Если сборка сделана правильно, то дуга горит устойчиво, электрод не залипает. Если он прилипает, то ток сварочной дуги слабый, недостаточно мощности трансформатора.
Используя стандартные трансформаторы напряжением 36 В, падение напряжения до нормальных значений получают увеличением длины сварочных кабелей до трех метров. Но возникает опасность, что не хватит мощности для выработки необходимой силы тока.
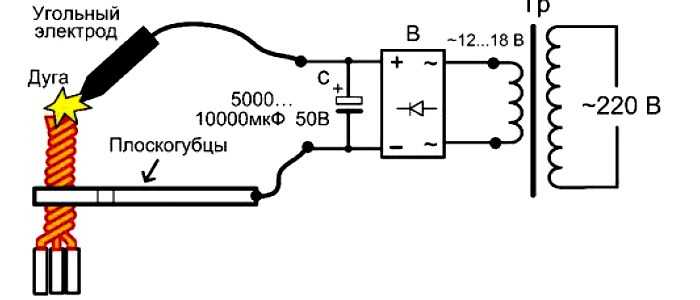
Еще один вариант – установка силового мостового выпрямителя с конденсатором. Посадка выпрямительного моста с током 90-100 А осуществляется на радиаторе, а конденсаторная емкость 5000… 10000 мкФ, набираемая параллельно из конденсаторов меньшей емкости, «плюсом» прикладывается к электроду. Заряда конденсатора хватает на 2-3 секунды поддержания устойчивой дуги.
Термитная сварка
Термитная сварка проводов, это чуть ли не самый популярный способ для соединения двух проводников тока. Для самого процесса используется специальная термитная смесь. Для получения правильного результата, нужно с точностью до миллиметров придерживаться всех правил и рекомендаций.
Сварка предполагает образование специального термитного патрона. Он формируется из кокиля, вкладыша (это сплав из меди и фосфора, он создаёт зону для сварки и забивает пустоту) и термитной шапки.
Эта технология только начинает набирать популярность. Её всё чаще применяют в самых разных сферах производства. Для проведения качественных работ, сварщик должен обладать специальными знаниями по химии на высоком уровне.
Подробная инструкция
Сначала рассмотрим самый простой вариант, когда необходимо скрепить два одножильных проводника из одного и того же металла (к примеру, медь).
Технология выглядит следующим образом:
- Тщательно зачищаем обе жилы от изоляции примерно на 5 см. Для этого также можно использовать специальный инструмент для снятия изоляции.
- Оголенные жилы зачищаем до металлического блеска ножом или наждачной бумагой.
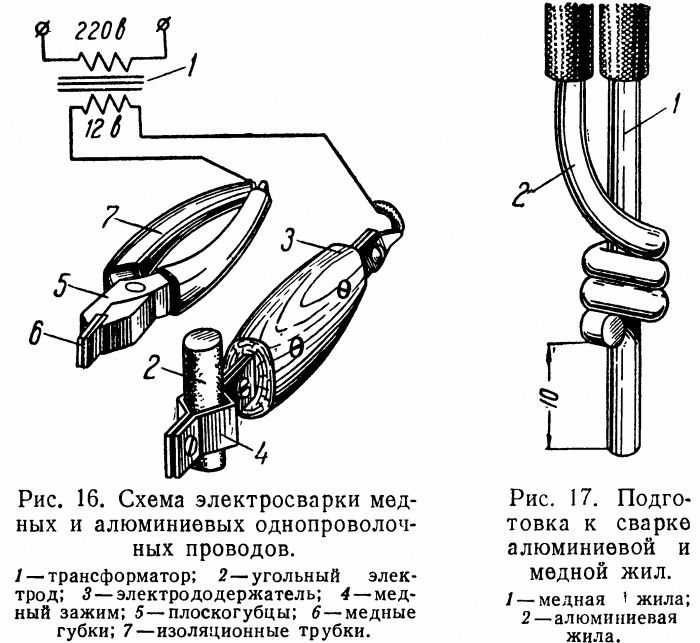
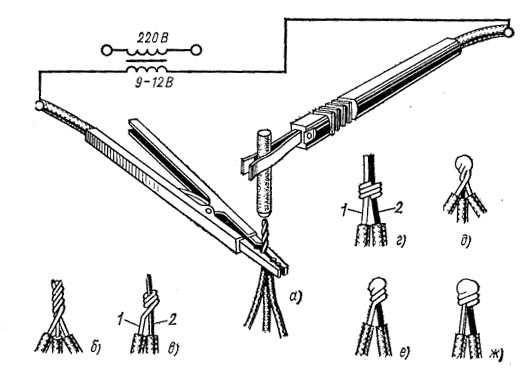
- Скрещиваем две жилы и скручиваем их по часовой стрелке между собой, так чтобы они обвили друг друга по спирали (смотрите схему ниже).
- Изолируем готовую скрутку с помощью изоленты. Также рекомендуется использовать термоусадочную трубку, которая надежно защищает оголенную область от внешней среды.
Как Вы видите, ничего сложного нет. Особенность заключается в том, что необходимо оголять жилы не меньше чем на 5 см и скручивать пассатижами, чтобы был неразрывный и надежный контакт.
Также хотелось бы дать пару советов по поводу более сложной ситуации, когда необходимо сделать скрутку одножильного и многожильного провода. В этом случае сначала повторяем пункт «1» и «2» из инструкции, предоставленной выше. Далее необходимо скрестить изделия и многожильный провод тщательно намотать на середину одножильного (на расстоянии 2,5 см от конца). Когда все витки будут накручены, свободный конец одножильного проводника необходимо загнуть пассатижами в сторону витков, как показано на фото ниже. После этого соединение изолируется и укладывается в распределительную коробку. Кстати, таким же образом можно сделать хорошую скрутку двух многожильных проводов.
Следует обратить Ваше внимание на то, что делать скрутку из алюминия и меди нельзя ни в коем случае. Первая и главная причина – между алюминием и медью образуется гальваническая пара, в результате химических реакций, при попадании влаги (она в любом случае будет), начинается электролиз и соединение разрушается. Сопротивление контакта возрастает до тех пор пока он не пропадет полностью, при этом он начинает греться и обгорать
При постоянном токе такое соединение особенно быстро разрушится
Сопротивление контакта возрастает до тех пор пока он не пропадет полностью, при этом он начинает греться и обгорать. При постоянном токе такое соединение особенно быстро разрушится
Первая и главная причина – между алюминием и медью образуется гальваническая пара, в результате химических реакций, при попадании влаги (она в любом случае будет), начинается электролиз и соединение разрушается. Сопротивление контакта возрастает до тех пор пока он не пропадет полностью, при этом он начинает греться и обгорать. При постоянном токе такое соединение особенно быстро разрушится.
Вторая причина – у меди и алюминия разный коэффициент теплового расширения, под нагрузкой, когда контакт нагреется – проводники будут расширяться «по разному», а после остывания скрутка ослабнет и сопротивление еще больше возрастёт – как снежный ком.
Третья причина – на поверхности алюминия всегда образуется оксидная защитная плёнка, из-за которой также повышается сопротивление контакта, поэтому для соединения алюминиевых проводов покрывают кварцевазелиновой пастой, а клеммники для них продаются уже наполненными этой пастой.
Вот такие схемы Вы можете использовать при скрутке проводов своими руками:
Также советуем Вам просмотреть наглядную видео инструкцию:




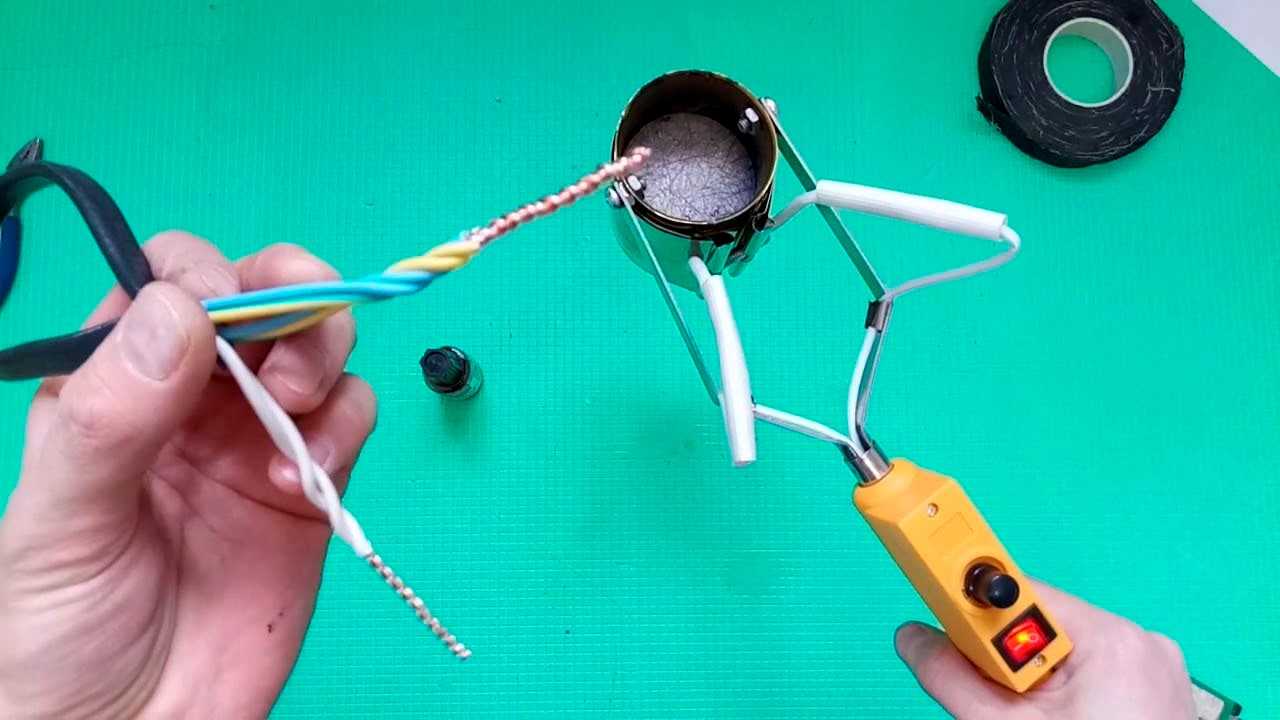
Интересное приспособление позволит Вам быстро осуществлять скрепление:
Инвертор от устройства для сварки.
Формирование электромагнитного поля за пределами индуктора требует мощной катушки с большим количеством витков, да и согнуть трубу тоже дело не из лёгких. Поэтому мастера рекомендуют сделать из трубы подобие сердечника, поместив её в индукционную катушку. Вообще, корпус устройства задумывался металлическим, но, в силу малых размеров индуктора, трубу заменяют на полимерную с металлической проволокой внутри. После сбора необходимых деталей можно приступить к изготовлению индукционного котла по приведённой ниже схеме
Нужно обратить внимание на последовательность шагов, так как от соблюдения этапов зависит результат
Сначала нужно закрепить металлическую сетку на один из концов полимерной трубы, чтобы нагревательные кусочки проволоки не проваливались во время эксплуатации.
С этого же конца трубы закрепляется переходник для дальнейшего соединения с отоплением.
Далее нужно нарезать проволоку, используя кусачки. Длина кусочков варьируется от 1 до 6 см. Потом эти кусочки нужно максимально плотно уложить в трубу так, чтобы в ней не оставалось свободного пространства.
Второй конец трубы проходит те же 2 начальных этапа: установка металлической сетки и переходника. Далее начинается этап изготовления индуктора: нужно намотать медную проволоку, при этом норма витков составляет 80-90 штук. К полюсам инвертора нужно подключить концы медной проволоки.
Нужно монтировать в систему отопления циркуляционный насос (если он отсутствовал). И, наконец, подключается терморегулятор. Он обеспечивает автоматизированную работу нагревателя.
Индуктор начинает создавать электромагнитное поле после запуска инвертора. Появляются вихревые потоки, нагревающие проволоку внутри трубы, и как итог – весь теплоноситель.
Так, создание индукционного нагревателя на базе сварочного инвертора довольно несложное дело. Тем более, у данного типа обогревания есть множество плюсов, которые вытекают в эффективность, долговечность оборудования и низкие финансовые затраты
Однако нужно помнить о мерах предосторожности, чтобы не пришлось переделывать всю работу заново, подбирать качественные детали и сохранять поэтапность сборки нагревателя
Современный рынок отопительного оборудования весьма насыщен всевозможными видами котлоагрегатов. Многие эксперты сегодня советуют выполнять монтаж газового котла, так как он является эффективным способом обогрева жилища.
В таком утверждении, конечно, никто не сомневается, но что делать в том случае, когда строение расположено далеко от газовых магистралей? В таком случае, оптимальным выходом будет установка электрического оборудования для обогрева дома.
Чтобы опередить скептиков, которые читая эти строки, задумываются о постоянном подорожании электроэнергии, мы предлагаем рассмотреть такой вид электрического обогрева помещения, как индукционное отопление. Поэтому, в нашей статье мы подробно остановимся на описании вихревого индукционного нагревателя, который без особых усилий можно выполнить своими руками, применяя при этом сварочный инвертор.
Работа с медными проводами
В электротехнических работах медные провода незаменимы. Существует три основных методики соединения: сварка, сжим и опрессовка. Оптимальным сочетанием скорости и качества работ обладает первый вариант.
При работе с медью стоит проявлять осторожность и учитывать характеристики данного материала. Он подвержен поломкам даже при небольшом нагреве, несмотря на то что его температура плавления превышает 1000 градусов
Сварочные работы могут выполняться постоянным и переменным током. При необходимости могут использоваться дуговой способ сварки и дополнительные аппараты, такие как трансформатор, лучевое устройство и инвертор.
Дальнейшая настройка
Все силовые элементы схемы должны иметь качественное охлаждение. Транзисторные ключи необходимо «сажать» на термопасту и радиатор. Желательно применять радиаторы от микропроцессоров мощного типа (Athlon). Наличие вентилятора для охлаждения в корпусе обязательно. Схему БП можно доработать, поставив конденсаторный блок перед трансформатором. Нужно использовать К78−2 или СВВ-81, так как другие варианты недопустимы.







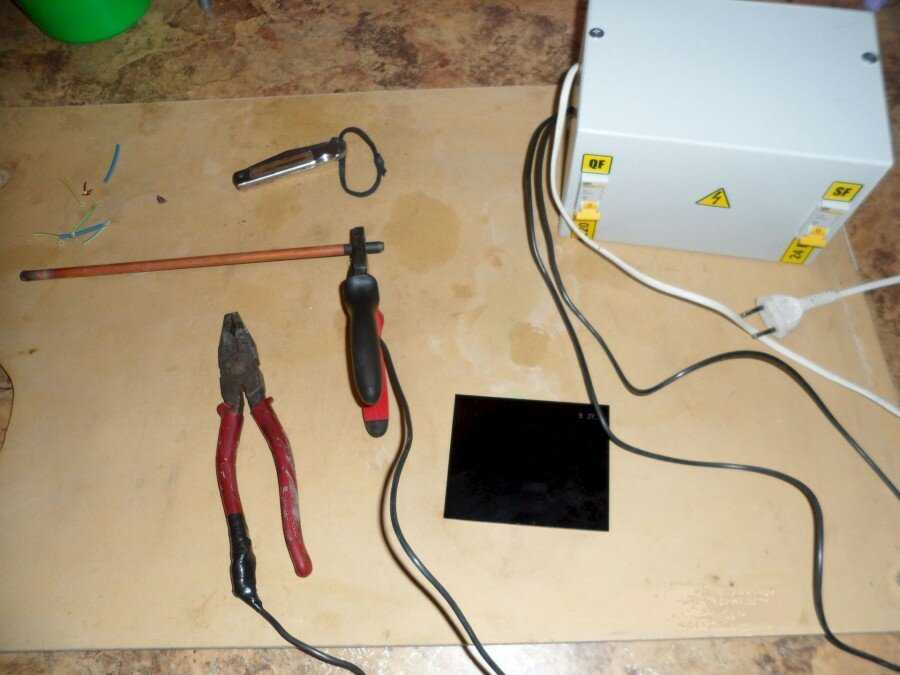
После подготовительных работ нужно приступить к настройке сварочного инвертора. Для этого нужно:

- При помощи осциллографа выполнить проверку платы на наличие прямоугольных импульсов, идущих к HCPL3120 после срабатывания К1 и К2. Кроме того, реле К1 должно быть подключено после зарядки конденсаторов. Во время работы инвертора без нагрузки (холостой ход) сила тока должна быть менее 100 мА.
- Правильность установки фаз высокочастотного трансформатора проверяется 2-лучевым осциллографом. Для этого нужно выставить частоту ШИМ 50..55 Гц и измерить значение U, которое должно быть менее 330 В. Потребление моста должно быть 120..150 мА. При работе сварочного инвертора трансформаторы не должны сильно шуметь, а если такое происходит, нужно разобраться в этом. Шум часто происходит из-за плохо зажатых пластин магнитопровода. Смотреть на осциллограф и плавно крутить ручку переменного резистора.
- Параметры U не должны превышать 540 В (345 В является оптимальным значением U). После измерений нужно отсоединить осциллограф и начать варить металл. Время сварки нужно начинать с 10 секунд и постепенно увеличивать его до 5 минут. Если все сделано верно, то шума не должно быть.
Существуют и более совершенные модели сварочников инверторного типа, в силовую схему которых входят тиристоры. Широкое распространение также получил инвертор «Тимвала», который можно найти на форумах радиолюбителей. Он имеет более сложную схему. Подробнее с ним можно ознакомиться в интернете.
Таким образом, зная устройство и принцип работы сварочного аппарата инверторного типа, собрать его своими руками не представляется непосильной задачей. Самодельный вариант практически не уступает заводскому и даже превосходит его некоторые характеристики.
Источники
- https://www.asutpp.ru/kak-sobrat-svarochnyy-apparat-svoimi-rukami.html
- https://stankiexpert.ru/spravochnik/svarka/svarochnyi-invertor-svoimi-rukami.html
- http://instrument-blog.ru/svarka/invertornyj-svarochnyj-apparat-svoimi-rukami.html
- https://WikiMetall.ru/oborudovanie/svarochnyiy-invertor-svoimi-rukami.html
- https://tytmaster.ru/svarochnyj-invertor-svoimi-rukami/
- https://svarka.guru/oborudovanie/vidy-apparatov/invertor-svoimi-rukami.html
- https://pochini.guru/sovety-mastera/sborka-invertornogo-svarochnogo-apparata
Как сделать нагреватель
Наш самодельный индукционный нагреватель из сварочного инвертора будет несколько изменен по сравнению с прототипом, чтобы упростить его изготовление. Для создания электромагнитного поля снаружи индуктора потребуется серьезная катушка с огромным числом витков, к тому же согнуть трубу в виде змеевика не так-то просто. Поэтому лучше прямую трубу поместить внутрь индукционной катушки, чтоб она работала как сердечник.
По логике, труба должна быть металлической, но в самодельной установке с небольшим индуктором она будет очень слабо нагревать теплоноситель. Так что мастера-умельцы придумали другое устройство сердечника из полимерной трубы, частично наполненной отрезками металлической проволоки. Роль индуктивного контура сыграет катушка из эмалированной медной проволоки. Ну и генератором тока высокой частоты послужит бытовой инверторный аппарат для дуговой сварки. Итак, уточняем перечень материалов:
- труба полимерная диаметром 50 мм из сшитого полиэтилена для отопления, выдерживающая температуру теплоносителя до 95 °С;
- проволока стальная диаметром 6 мм;
- провод медный эмалированный сечением 3 мм2;
- мелкоячеистая сетка из тонкой металлической проволоки.
Стальную катанку нарезают частями длиной 4—6 мм, чтобы получились цилиндрики разных размеров. Затем один торец трубы закрывают мелкоячеистой сеткой и засыпают внутрь отрезки проволоки. Чтобы они не выпадали наружу, сетку надо поставить и с другой стороны. Из медного провода поверх трубы своими руками выполняют индукционную обмотку, что будет служить нагревателем. Число витков – от 85 до 95, концы тщательно изолируются и подсоединяются к выходу сварочного инвертора, как это показано на схеме:
Теперь после включения сварочного аппарата катушка создаст электромагнитное поле, вызывающее течение вихревых токов в металлическом сердечнике из кусков катанки. Он станет быстро прогреваться, поднимая температуру протекающей по трубе воды. Собственно, на этом изготовление индукционного нагревателя закончено, остается его установить в помещении топочной и подключить к отопительной системе.
Особенности сварки медных проводов
Классикой сварочного дела многие годы считались сварочные трансформаторы, генераторы и выпрямители. В настоящее время они активно вытесняются современными моделями — сварочными аппаратами инверторного типа. Они лишены некоторых недостатков обычных трансформаторов, например, таких:
- прямая зависимость выходного напряжения от входного;
- «залипание» электрода при падении напряжения в сети (дуга не поджигается);
- «пережигание» свариваемого металла при увеличении тока трансформатора;
- «недожигание» металла при падении напряжения в сети
- тяжелый вес агрегата, неудобство его переноски и т. д.
Инверторы без проблем создают и надежно удерживают сварочную дугу благодаря постоянному напряжению и преобразованию токов высокой частоты. «Залипание» электрода при работе с инвертором — крайне редкое явление.
Все сварочники инверторного типа подразделяются на домашние, профессиональные и промышленные. Выбор модели диктуется предполагаемым режимом нагрузки: от 20 минут непрерывной работы до многочасового интенсивного использования в условиях производственного цеха.
Если вам нужен прибор для нечастого применения, например, чтобы выполнить сварку проводов в распределительной коробке в условиях дома, дачи или гаража, то вполне достаточно приобрести недорогой аппарат, обеспечивающий силу максимального сварочного тока 160 А, мощностью примерно 500 Вт. Ее достаточно для скруток сечением в пределах 25 кв.мм. Что касается силы сварочного тока, то следует ориентироваться на следующие значения:
У этих приборов отличная, устойчивая сварочная дуга, позволяющая даже при небольших значениях тока выполнить качественную работу. При этом она не ослепляет сварщика, так как температура плавления медного проводника невысока, а используемые токи имеют достаточно низкие величины. Еще одно приятное обстоятельство — во время сварки не происходит разбрызгивания металла.
Эти и другие достоинства инверторов позволяют использовать их в любых обстоятельствах: дома, на производстве, в обычных условиях и в высотных работах. Они имеют небольшие габариты и легкий вес. Профессиональные электрики носят их на ремне, что удобно для работы на высоте.
Какие электроды используют
По правилам сварочного дела при сварке медных проводников угольный или графитовый электрод «обмедняют», то есть используют в качестве присадочного материала прутки из меди или бронзы.
Как угольные, так и графитовые электроды очень быстро нагреваются: температура их плавления втрое выше, чем у меди. Следует учитывать эту особенность материала, чтобы не пережечь скрутку. Надежное схватывание, как уже упоминалось, происходит за 1-2 секунды.
Сварка медных проводов под силу даже начинающему сварщику. Сам процесс достаточно прост:
- Скручиваете воедино нужное количество проводов.
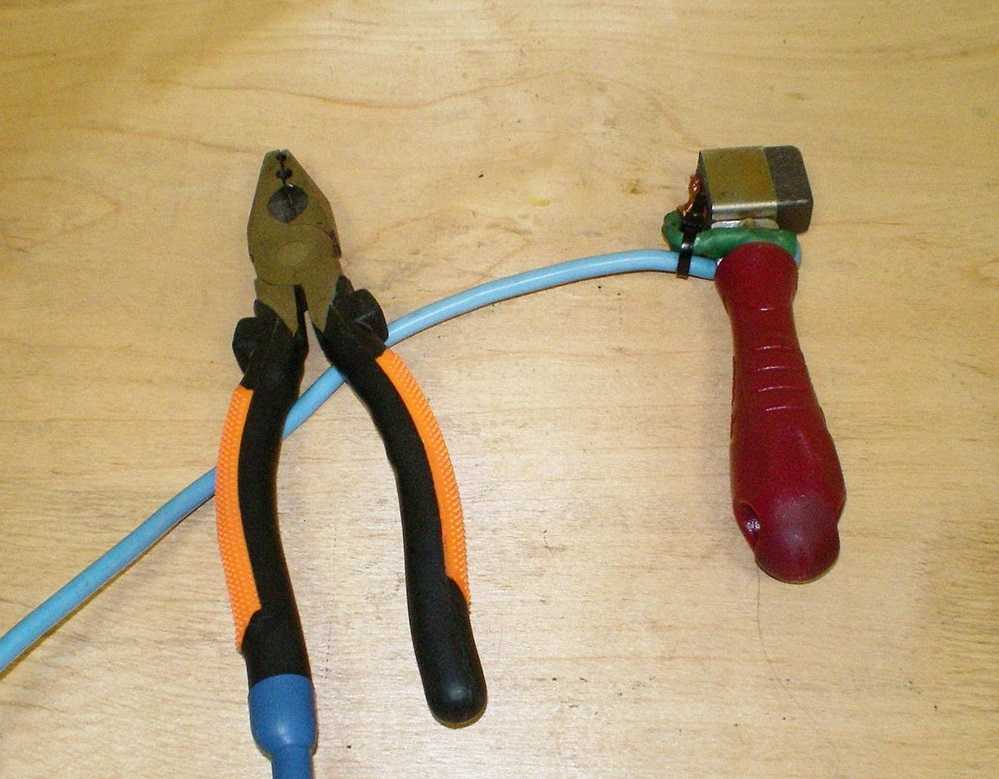
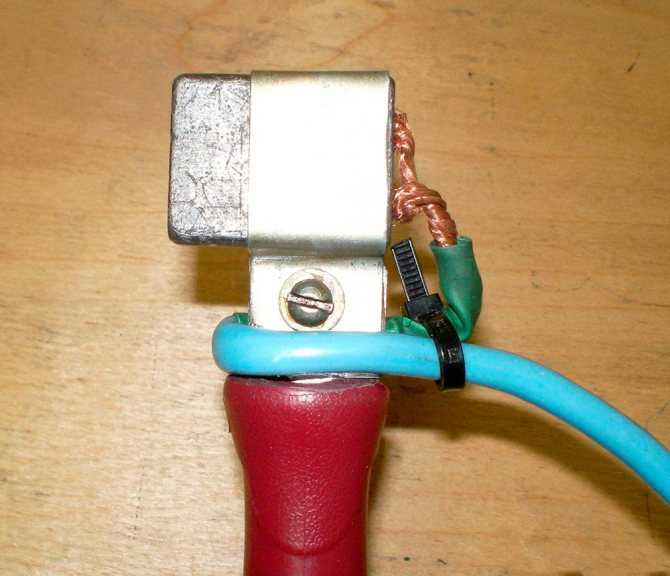
- Одной рукой готовую скрутку зажимаете в держателе (клеммник, «крокодил», плоскогубцы, пассатижи).
- В другой руке держите электрод в зажиме.
- Выставляете на приборе нужное значение тока.
- Поджигаете дугу.
- Скрутку из медных проводков желательно держать вертикально в направлении вниз или под острым углом.
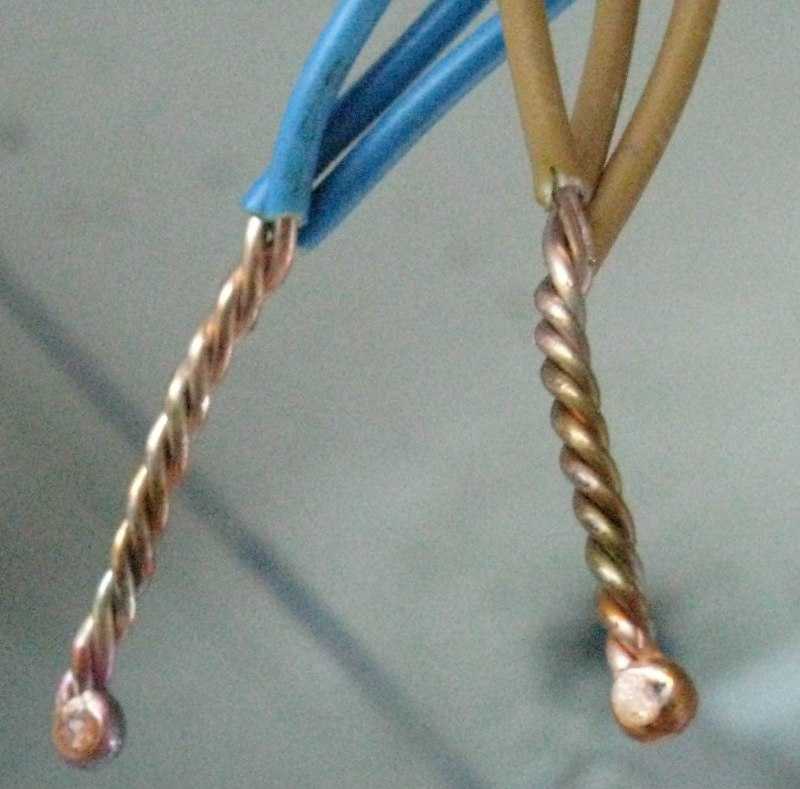
- Обжигаете электродом торец скрутки до получения аккуратного шарика из расплавленной меди.
- Изолируете остывшие провода.
Графически процесс продемонстрирован на рис. 5
Ручная дуговая сварка является одним из наиболее надежных методов соединения медных проводов. Ее главное преимущество заключается в максимальном приближении сопротивления в точке сварки к значению сопротивления самого материала. Из-за отсутствия коррозии металла результат получается долговечным, а сварное соединение проводов с успехом прослужит вам не один десяток лет.
Технология выполнения сварки
Сварка медных проводов в распределительной коробке заключается в создании электрической дуги, с помощью которой происходит оплавление концов жил и создается прочное соединение.
Технология соединения проводов следующая:
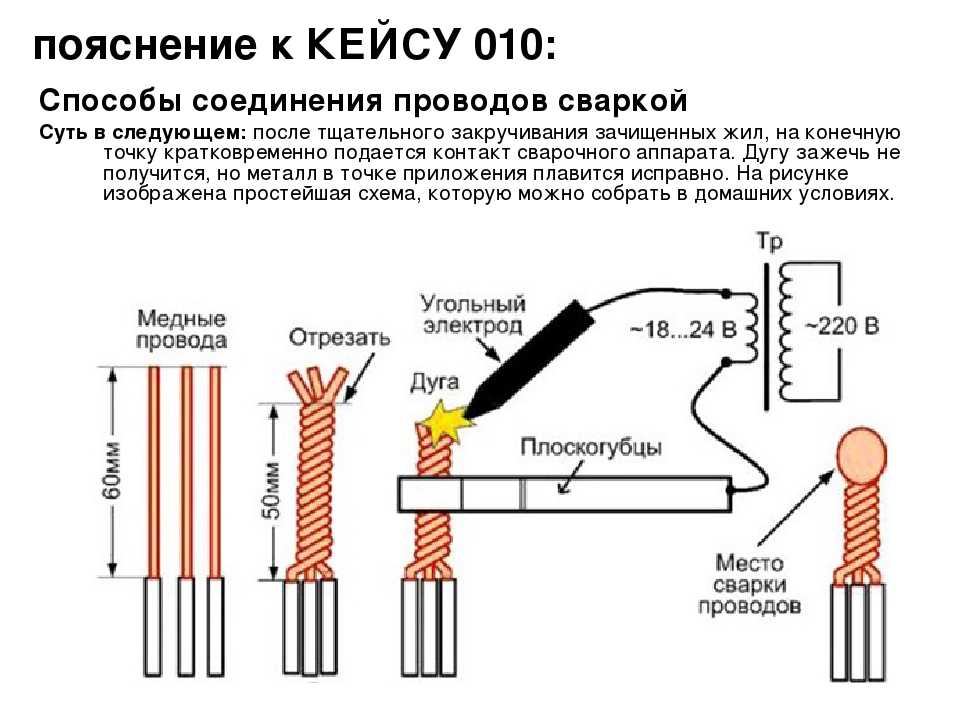
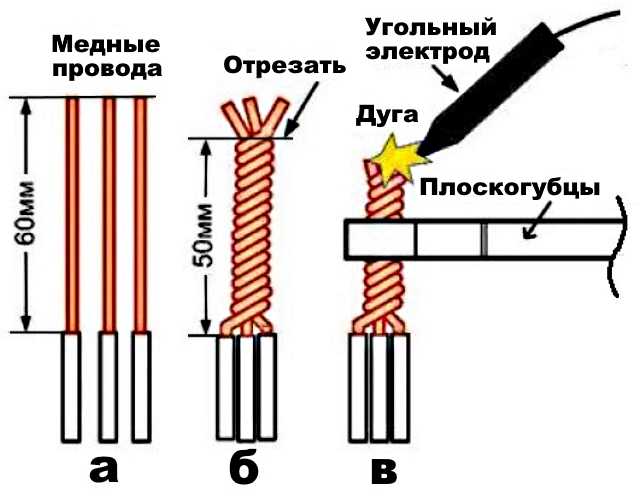
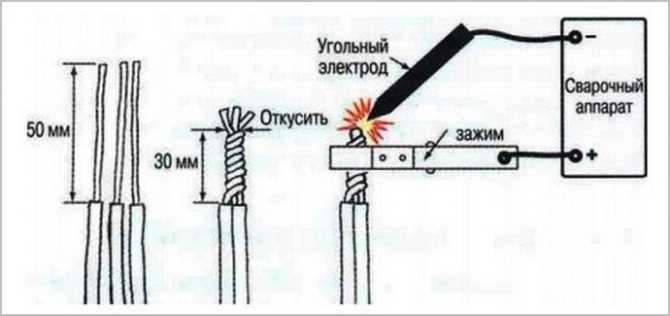
- В первую очередь необходимо подготовить провода к соединению. Для этого производим зачистку жил от изоляции на 60-70 мм, чтобы исключить ее оплавление в процессе сварки.
- Далее нужно соединить провода скруткой. Вид скрутки значения не имеет, так как плотный контакт образуется сваркой.
- Скрутка должна иметь длину 50 мм. Распушенную часть проводников аккуратно откусывают кусачками.
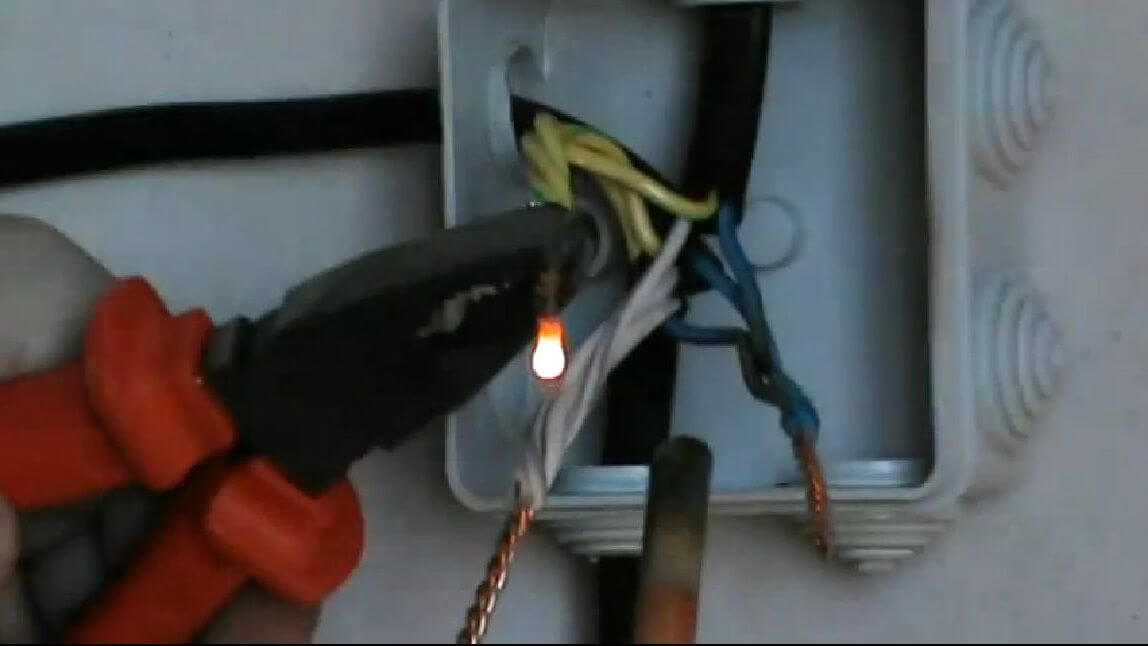
- На расстоянии 25-30 мм от конца стыковки зажимаем жилы прижимным приспособлением, которое является минусовым контактом кабеля от сварочного аппарата. Именно за это устройство производится удержание соединяемых проводов.
- Свободно рукой держатель с электродом подносится к месту соединения.
- Кратковременным прикосновением конца специального электрода к торцевой части скрутки зажигается электрическая дуга. В зависимости от сечения проводов и силы тока выбирается время удержания дуги (1-2 секунды).
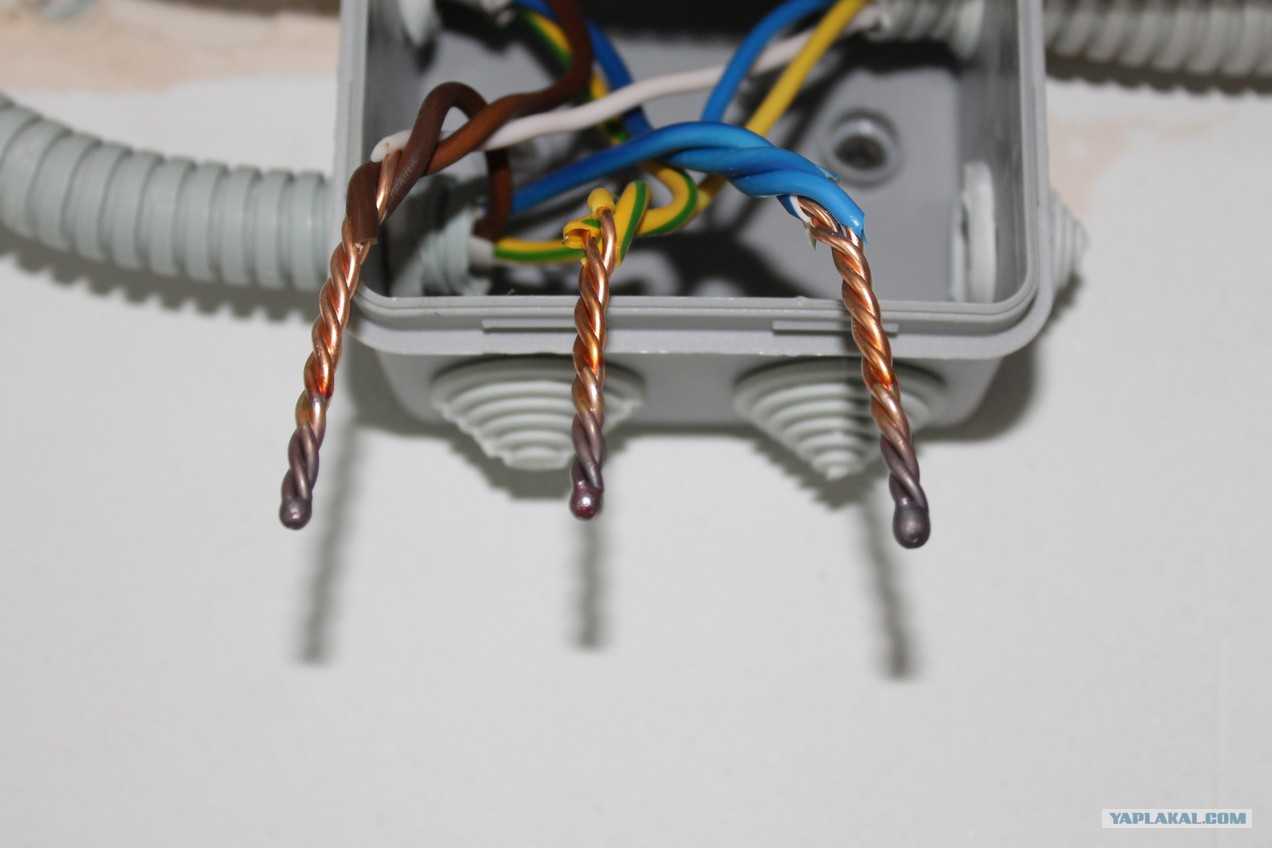
- После стыковки проводов, которая определяется возникшим расплавленным шариком на конце скрутки, относим в сторону электрод, прерывая тем самым электрическую дугу.
- Даем соединению остыть.
- Далее сваренные провода изолируются термоусадочной трубкой и размещаются в распределительной коробке.
Сварочный аппарат для меди
Качественные сварочные аппараты для меди:
- – полуавтоматы и автоматы;
- – TIG – аппараты;
- – инверторы.
Популярные модели производит TESLA, СПЕЦЭЛЕКТРОМАШ, ЭСАБ.
 BUDDY TIG 160 от ESAB (на фото справа) имеет двух и четырехтактные режимы включения горелки. С его помощью можно соединять нержавейку и большинство других видов металлов. Он совместим практически с любыми генераторами.
BUDDY TIG 160 от ESAB (на фото справа) имеет двух и четырехтактные режимы включения горелки. С его помощью можно соединять нержавейку и большинство других видов металлов. Он совместим практически с любыми генераторами.







Инвертор RENEGADE ES 300i ESAB сохраняет в памяти несколько параметров сварки. Автоматически устанавливает лучшие параметры пуска по настроенному току. Он легкий, но у него высокая мощность.
Инверторные аппараты позволяют сваривать медные прутки, они вырабатывают ток 60-110 ампер. Для них нужно покупать медь/угольные электроды. Компания HUNTER выпускает полупрофессиональные модели, например, ММА 257D, рассчитанные на непрерывную работу продолжительностью два часа.
TESLA известна надежными аппаратами типа ММА 265, 275, 255. У них есть функция возбуждения бесконтактной дуги. Они без проблем подключаются к обычной бытовой сети. Ими удобно сваривать медь и ее сплавы, цветные металлы.
Для сварки электродами
Импульсно-дуговая сварка медных пластин возможна вольфрамовыми электродами в аргонной среде при помощи аппарата Orion 150s или 250s. Они имеют небольшой вес, позволяют сваривать медь качественно и надежно. Инверторное сварочное устройство Ресанта САИ-220 ПН может подключаться к сети напряжением 140-220 вольт. С ним легко перемещаться, он оснащен принудительной системой охлаждения, поэтому не перегревается.
Для сварки проволокой
 Для выполнения работ по сварке меди проволокой применяют полуавтомат инверторный Энергомаш СА-97ПА20. Он имеет небольшой вес 13 килограмм. Он позволяет работать с проволокой разной толщины 0,6-0,9 мм.
Для выполнения работ по сварке меди проволокой применяют полуавтомат инверторный Энергомаш СА-97ПА20. Он имеет небольшой вес 13 килограмм. Он позволяет работать с проволокой разной толщины 0,6-0,9 мм.
Плавную подачу материала обеспечивает модель Shyuan MIG/MMA-290 со скоростью 2,5-13 метров в минуту. Устройство дает возможность применять кассеты 1-5 килограмм, позволяет работать с электродами.
Инверторный сварочный полуавтомат Союз САС-97ПА195 характеризуется наличием функции холостого хода 60 Вольт. Он имеет диапазон регулировки рабочего напряжения 15-23 вольта. Для него подойдет проволока 0,8-1 мм. У него небольшой вес 10 килограмм, он удобен и надежен.
Для сварки медных проводов
Сварочным аппаратом ТС-700-2 можно соединить медные жилы сечением 22 кв. мм. Он компактный, легкий, его вес всего четыре килограмма, питается от обычной сети, потребляет чуть больше 1 кВт. Его можно носить в сумке. Одного угольного электрода хватит на то чтобы произвести 700 сварок.
Медные скрутки рекомендуется сваривать, используя универсальные инверторные аппараты, например, РЕСАНТА САИ-160, QUATTRO ELEMENTI A 160 Nano 643-255, СВАРОГ ARC 160 Easy Z213 H. Немецкий прибор FUBAG IQ 160 дает возможность выставлять ток 10-160 А. Его вес почти семь килограмм, стоимость 7 тысяч рублей (на момент написания этой статьи).
СВАРОГ ARC 160 Easy Z213 H от российского производителя имеет бесступенчатый регулятор тока. Им удобно пользоваться, потому что кабель подключается посредством особых разъемов. Его вес 4 килограмма, примерная стоимость 9 тысяч рублей.
Функции аппаратов, значительно облегчающих процесс сварки, это:
– горячий старт;
– защита от залипания;
– не реагирование устройства на перепад тока;
Для дома лучше купить аппарат мощностью до 4 кВт. Силы тока 160 ампер хватит чтобы сварить металл 5 миллиметровой толщины. Основным критерием выбора является цель использования, стоимость и набор функций.
Достоинства соединения проводов сваркой
Сварка проводов в распределительной коробке своими руками имеет неоспоримое достоинство перед всеми видами соединения проводников тем, что позволяет достичь полного отсутствия переходного сопротивления, которое существует при болтовой стыковке и скрутке. Это достоинство в особой мере проявляется при соединении проводки для мощных силовых устройств.
Преимущества сварки проводов в электрической распределительной коробке легче рассмотреть в сравнении с процессом пайки:
- не требуется производить лужение оголенных жил;
- не используется присадочный материал (олово);
- скорость выполнения работы намного выше, поэтому возрастает эффективность при большом объеме соединений;
- возможность проводить сварку проводов любого сечения.
Основным недостатком считается стоимость требуемого оборудования для выполнения качественного соединения.



