Сборка элементов без применения пайки
Применение компрессионных фитингов и современных клеевых составов дает возможность выполнять монтаж полипропиленовых труб качественно, быстро и при минимальных материальных вложениях.
Вариант #1 — установка компрессионного фитинга
Для реализации этого способа соединения потребуется приобретение компрессионных фитингов и задействование обжимного ключа.
![]()
Компрессионные фитинги оснащены уплотнительными зажимными кольцами, выполняющих роль демпферов при возникновении ударных импульсных нагрузок (в отличие от простых накидных гаек)
Монтаж компрессионного фитинга включает три основных этапа:
- На обрезанный под прямым углом и зачищенный от заусениц конец трубы надевают синюю гайку. При размещении обжимного кольца белого цвета ему необходимо придать такое положение, при котором утолщенная часть была направлена к хвостовой части трубы.
- Трубу вставляют в фитинг до упора, продвигая на максимум зажимное кольцо.
- Закручивают синюю гайку, «наживляя» ее сначала вручную, а затем дожимая с помощью ключа.
Для сборки компрессионных фитингов не требуется наличия специальных знаний и навыков. Изделия поставляются в продажу полностью готовыми к монтажу. Их установку можно выполнять при любых температурных условиях.
Вариант #2 — склеивание элементов
Клеевой способ применяют для сборки водопровода, по которому планируется транспортировать только холодную воду. Чтобы применить метод «холодной» сварки, потребуется задействовать «агрессивный» клеевой состав типа LN-915.
![]()
Клей способен растворять поверхности состыковываемых деталей на одну треть, создавая тем самым условия для холодной диффузионной сварки
Чтобы защитить кожу рук от случайного попадания состава и «разъедания» его действующими компонентами, манипуляции по склеиванию лучше выполнять в защитных перчатках.
Последовательность действий при склеивании изделий:
- Проверяют соответствие углов среза состыковываемых участков и помечают карандашом места для склеивания.
- Зачищают и обезжиривают подлежащие соединению концы труб.
- На торцы труб и область раструбов фитингов равномерным слоем наносят клеящий состав.
- Отрезы трубы вставляют в отверстия фитинга, ориентируясь на сделанные карандашом отметки. Конструкцию выдерживают в зафиксированном положении в течение трех минут, после чего салфеткой удаляют излишки составов.
- Соединенные элементы выкладывают на ровную поверхность и оставляют на 5-6 часов до полного высыхания.
Запускать воду для проверки качества склеивания можно лишь через сутки после завершения монтажа.
При реализации этой технологии монтажа ПП труб важно соблюдать два основных условия: температурный и влажностный режим. Все работы нужно выполнять при температуре воздуха от +5, +35 °С
Осуществляя склеивание в условиях жаркой погоды, работу следует выполнять максимально оперативно с тем, чтобы клей не успел высохнуть до завершения монтажа.
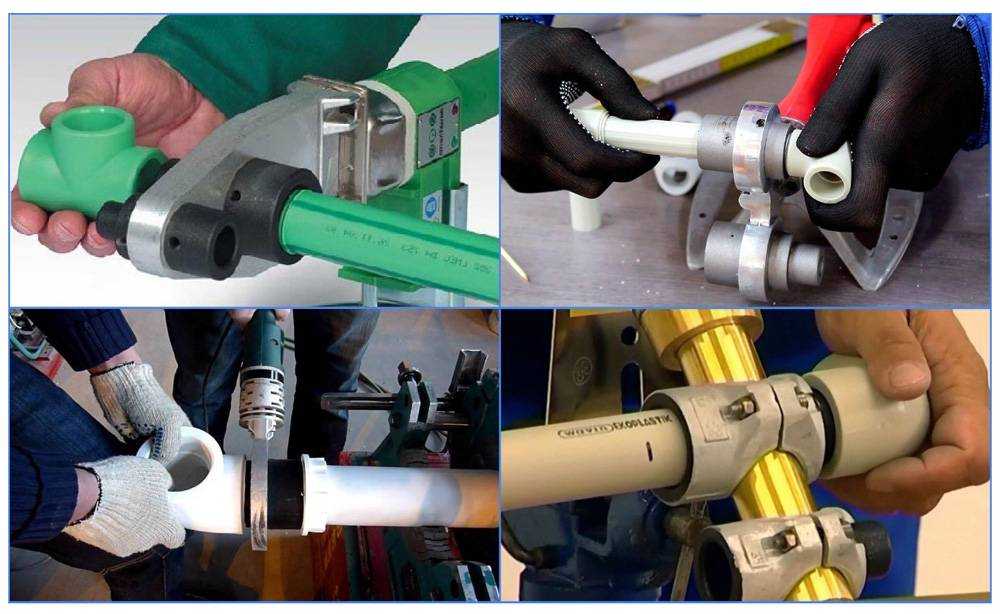
Пайка полипропиленовой трубы
![]()
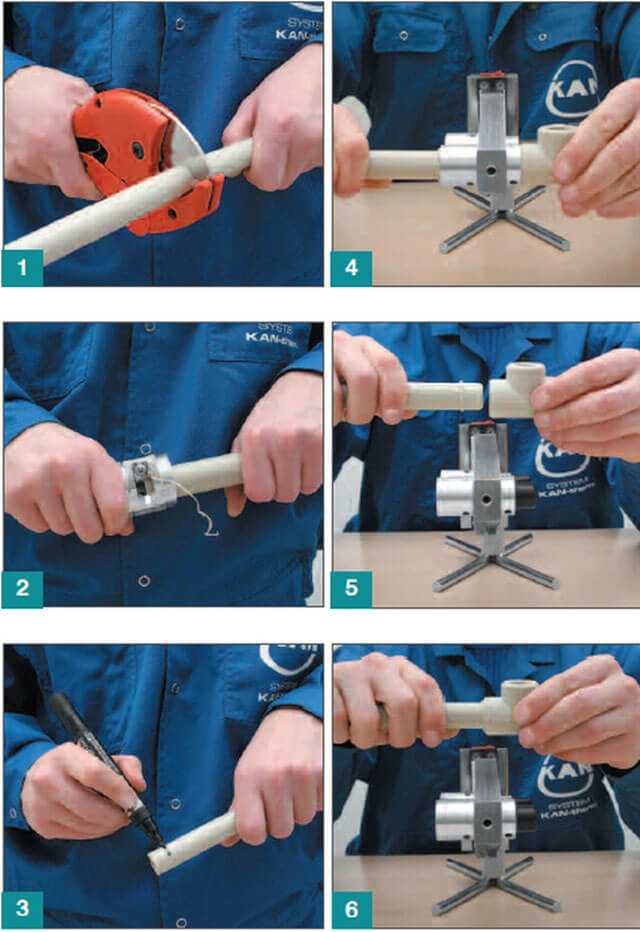
Для монтажа приготовьте все необходимое сразу: разложите перед собой все детали, которые необходимо спаять метками к себе. Вставьте детали в «чашки» сварочного аппарата, выдержите 4-5 секунд.
Снимите, и четко по меткам вставьте детали одна в другую на разогретую глубину. Зафиксируйте руками и выдержите около 10 секунд – этого времени достаточно для получения крепкого шва.
![]() Вид изнутри у спаянной полипропиленовой трубы
Вид изнутри у спаянной полипропиленовой трубы
Смонтируйте другой участок, потом возвращайтесь к остывшему, и продолжайте монтаж. В сети масса материалов на эту тему – просмотрите несколько видео роликов для внесения ясности в эти вопросы.
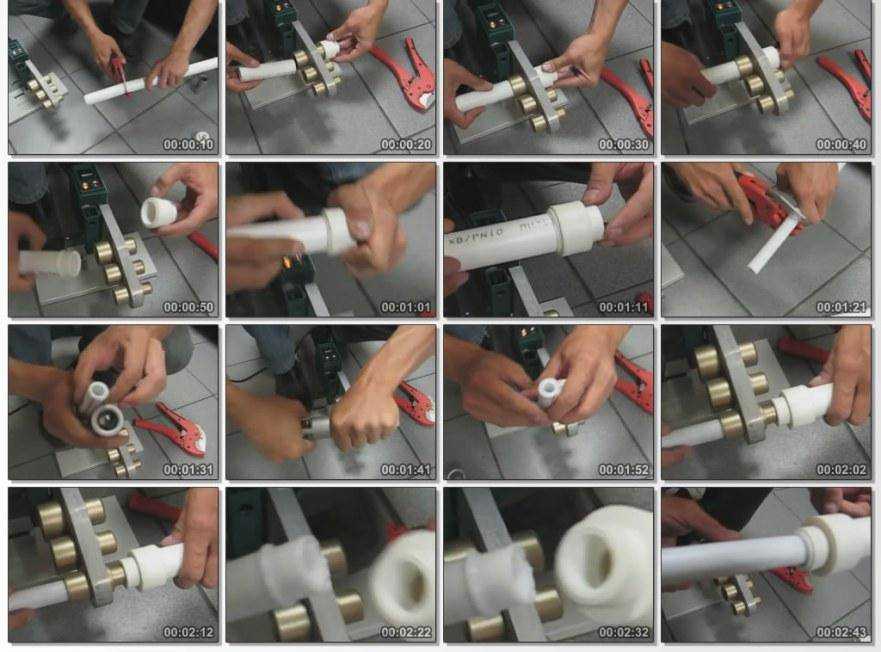
![]() Пайка полипропиленовой трубы
Пайка полипропиленовой трубы
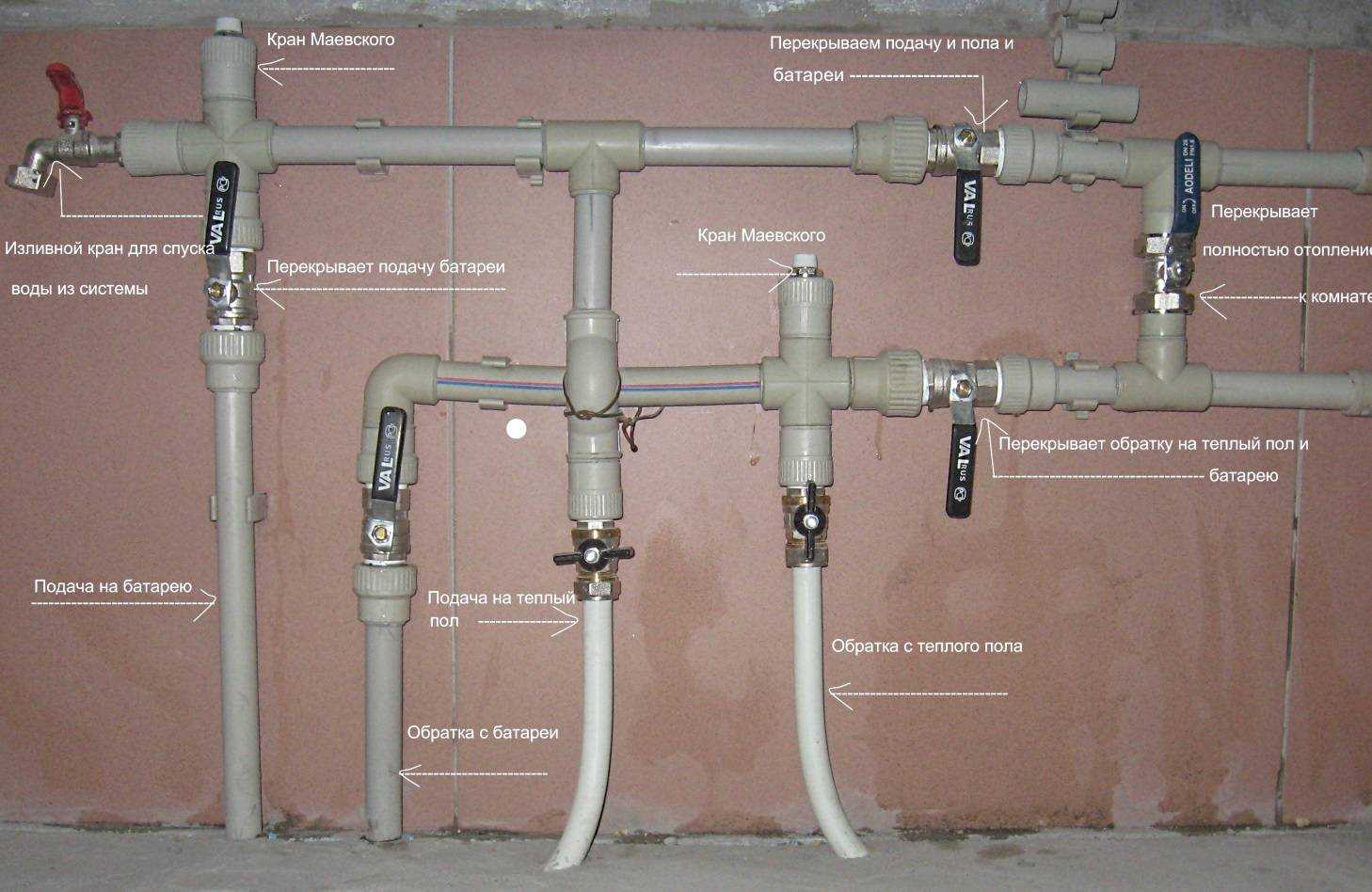
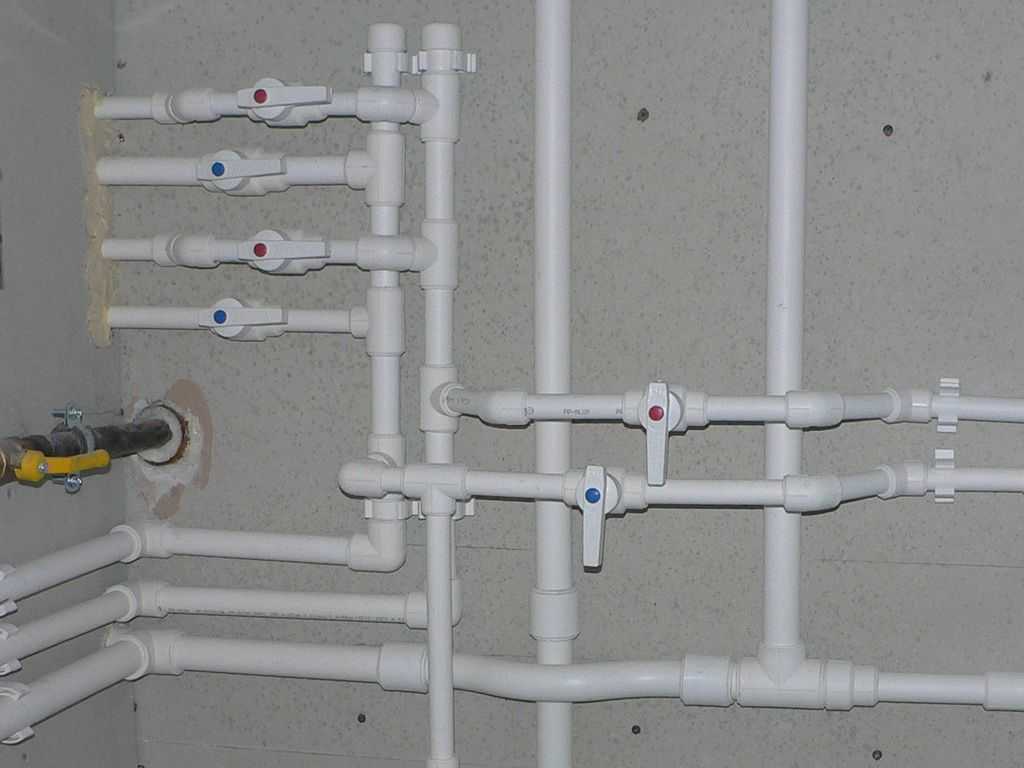
Участки со сложным рисунком и обилием отводов или поворотов на коротких расстояниях (для бойлеров, гребенок) монтируются «на земле» с постоянной примеркой.
В местах вывода точек подключения сантехнического оборудования оставляются патрубки запаянные пробками. Не экономьте на пробках – очень удобная деталь. В случае, если планируется делать водопровод закрытым (плитка, гипсокартон), то патрубки оставляют такими по длине, чтобы они выступали над будущей стеной на 5-10 см.
Подпайка резьбовых соединений (МРВ, МРН) производится позже, но в полном взаимодействии с плиточником (гипсокартонщиком), до установки плитки, чтобы все фитинги стали красиво и не выступали над поверхностью стены больше, чем надо для эстетики.
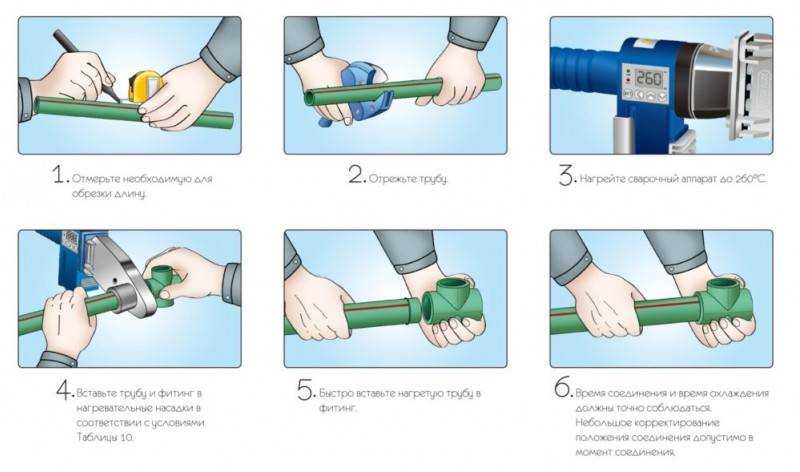
Процесс должен осуществляться в соответствии с этапами, которые предусматривает инструкция по монтажу полипропиленовых труб:
- Подготовить сварочный аппарат. Очистить от грязи тефлоновые насадки необходимого диаметра и насадить их на сварочный аппарат, настроенный на 260 градусов. Длительность нагревания зависит от температуры окружающего воздуха. Работу можно начинать при отключении индикатора термостата.
- Подготовить трубы к сварке. С этой целью необходимо предварительно тщательно отмерить нужную длину труб и отрезать в намеченном месте. Снять алюминиевый слой, при наличии оплетки, с помощью зачисток, предназначенных для фольги. Фитинги и трубы проверить на наличие брака и хорошо очистить от грязи. Для предотвращения перепайки трубы с последующим сужением ее сечения надо отметить длину соединения с фитингом.
- Нагреть фитинг и трубу, после чего первым на насадку следует надеть фитинг. Если он «сидит» на ней не плотно, его надо заменить другим.
- После того, как на насадку надеты фитинг и труба, их следует нагреть согласно таблице сварки этих деталей. В процессе нагревания обе детали должны быть полностью неподвижны.
- После нагревания в течение указанного в таблице времени детали надо снять с насадки и медленными (не круговыми) движениями осуществить насадку их друг на друга, после чего выждать время для охлаждения.
Что такое сварка полипропиленовых труб
Полипропилен отличается повышенной жесткостью, и, для создания систем требуемой конфигурации, используются фитинги из того же материала. Это различные уголки, тройники, обходы, переходники, муфты и т.п. С трубами они соединяются при помощи пайки. Этот процесс называют еще сваркой, но суть его не меняется: два элемента разогреваются до температуры плавления и, в горячем состоянии, соединяются друг с другом. При правильном выполнении, соединение получается монолитным и служит ничуть не меньше, чем сами трубы.








![]()
Фитинги для полипропиленовых труб позволяют создать систему любой конфигурации
Для соединения полипропилена с металлами есть комбинированные фитинги, в которых одна часть сделана из металла и соединяется при помощи резьбового соединения, а вторая — полипропиленовая — сваривается.
Чем паять
Сварка полипропиленовых труб происходит при помощи специального устройства, которое называют паяльником или сварочным аппаратом. Это небольшая металлическая платформа, внутри которой находится электрическая спираль, разогревающая поверхность. Из-за такой конструкции этот агрегат еще называют утюгом.
![]()
Две конструкции устройства для сварки ПП труб
Для соединения двух элементов, сращиваемые поверхности нагревают до температуры плавления (+260°). Чтобы разогреть элемент на нужную глубину, на сварочную платформу устанавливаются две разные металлические насадки с тефлоновым покрытием:
- для нагрева внутренней поверхности используется дорн (меньшего диаметра);
-
для разогрева наружной поверхности ставят гильзу.
Два соединяемых элемента одновременно надеваются на соответствующие насадки, выдерживаются определенный промежуток времени (несколько секунд), затем соединяются. Так происходит сварка полипропиленовых труб.
Полезные советы
Новичкам, впервые ознакомившись со сварочным аппаратом, стоит прислушиваться к следующим рекомендациям:
• армированный слой на отрезке соединения следует удалять обязательно, в противном случае соединение будет неоднородным и непрочным;
![]()
• при покупке аппарата не обязательно тратить лишние деньги и приобретать модель с терморегулятором, ведь нам потребуется один-единственный температурный режим в 260°С; использование других режимов может привести к некачественному соединению;
• вода по трубам должна проходить свободно; чтобы в месте спайки не образовалось препятствие в виде застывшего пластика, не следует при соединении слишком давить на расплавленные детали; однако слабое давление тоже недопустимо – длины соединения для надежного крепления будет недостаточно; это может привести к образованию завихрения и падения давления в системе;
• основное правило такой пайки: первым на насадку надевается фитинг, а лишь затем труба; отсчет времени начинается тогда, когда обе детали окажутся на аппарате;
• полипропилен схватывается за 4-8 секунд, но сразу отпускать его не стоит – чтобы он окончательно застыл, выждать необходимо 20-30 секунд;
• детали при остывании должны быть неподвижными, малейший сдвиг может нарушить герметичность соединения; поэтому до начала пайки лучше подготовить специальные струбцины для их фиксации; сделать их можно из любого бруска дерева или прочной проволоки;
• охлаждение полученного узла водой или струей холодного воздуха запрещено – соединение будет непрочным;
• не стоит разогревать трубу и фитинг больше положенного времени – полипропилен будет деформироваться; при меньшем количество времени для нагрева соединение деталей будет затруднено;
• при правильной сварке часть пластика должна образовать небольшой наплыв на муфту;
• проверить качество своей работы можно, разрезав пополам соединенный участок; вы должны увидеть в месте стыка ровное монолитное соединение без деформаций и пустот.
Инструментарий для сваривания ПП труб
Перед тем как сварить полипропиленовые трубы, например для системы подачи воды, нужно обзавестись стандартным перечнем инструментов.
Набор должен состоять из:
- непосредственно, паяльника;
- рулетки;
- ножниц;
- крепежных болтов для фиксации насадок к паяльнику;
- строительного уровня;
- шаблона для контроля отверстий;
- шестигранника.
Сварочный агрегат может обладать мощностью до 1,5 кВт, при этом он питается от сети в 220 вольт. Небольшая масса позволяет его легко переносить с места на место, а благодаря эргономичной рукоятке, паяльником легко оперировать во многих положениях.





![[инструкция] пайка полипропиленовых труб | видео](https://saucyintruder.org/wp-content/uploads/c/2/c/c2ce03d22be8490516e8d6b083b4cc96.jpg)

![]()
Сразу после включения на паяльнике загорается красный светодиод, который тухнет сразу же после достижения требуемой температуры. Это сигнал к тому, что инструментом можно начинать пользоваться.
Как сваривать полипропиленовые трубы своими руками
Технология сварки полипропиленовых труб называется муфтовой, или раструбной. Соединение труб происходит не стык в стык, а с помощью фитингов – дополнительных проводников, которыми при температуре 260 градусов спаивают края труб.
Нарезка и обработка пластиковой трубы
При монтаже пластикового трубопровода возникает необходимость обрезать полипропиленовые трубы посередине или с концов, чтоб подогнать их по размеру и состыковать друг с другом. Существует несколько способов нарезки — для каждого требуется отдельный инструмент:
- Труборез аккумуляторного типа – представляет собой ножницы, снабженные электрическим приводом. Высокая скорость обрезки — их главное преимущество. На каждую трубу вы потратите около 5 секунд. Минус – ограничения в диаметре нарезаемой заготовки.
- Труборез роликового типа – принцип действия инструмента напоминает работу закаточного ключа для консервации. Срез инструментом получается ровным, без рваных краев. Им делают несколько оборотов вокруг трубы, потом подкручивают ролик из твердых сплавов и проворачивают еще несколько раз. Минус – невозможность применения, если труба прилегает вплотную к стене и ее нельзя снять.
- Профессиональные ножницы для разрезания труб из пластика – состоят из верхнего острого ножа и нижнего держателя. Пользоваться приспособлением легко – отметив нужную длину на трубе, кладете ее между лезвиями и обрезаете. Край будет ровный, без крошки и обрывков.
- Электрический лобзик – способ удобный, но может дать небольшой скос, поэтому трубку режут, несколько раз проворачивая.
- Болгарка любой мощности – обрезают пластик, не оказывая сильного давления, используют диск по металлу.
После обрезки торец полипропиленовой трубы обрабатывают шлифовальной шкуркой, чтобы удалить все возможные заусенцы и зацепки.
Как подготовить сварочный аппарат
- Сварочный аппарат должен быть установлен на специальной подставке – струбцине.
- Убедитесь, что контактные поверхности аппарата не имеют загрязнений. Если на них прилипли лишние частицы или пыль – тефлоновый слой очистите грубой тканью, смоченной в спирте.
- На датчике температуры выставьте 260 градусов.
- Подсоедините аппарат для сварки к электросети и нажмите кнопку включения.
- Нагревание происходит не более чем за 15 минут, в зависимости от окружающей температуры воздуха.
![]()
Температура пайки и время нагрева деталей. Таблица
После нарезки и разметки трубы готовы к сварке. Можно приступать к следующему этапу – нагреву деталей.
| Диаметр трубы, мм | Время нагрева, с | Время сварки, с | Время ожидания, мин. |
| 16 | 5 | 4 | 3 |
| 20 | 5 | 4 | 3 |
| 25 | 7 | 4 | 3 |
| 32 | 8 | 4 | 4 |
| 40 | 12 | 6 | 4 |
| 50 | 18 | 6 | 5 |
| 63 | 24 | 6 | 6 |
| 75 | 30 | 8 | 8 |
| 90 | 40 | 8 | 8 |
| 110 | 50 | 10 | 10 |
| 160 | 80 | 15 | 15 |
Инструкция «Как правильно варить пластиковые трубы»
В начале работы определитесь, в каком месте будет смонтирован трубопровод. Предварительно составьте план, чтобы избежать сваривания узлов на весу или в труднодоступных местах. Гораздо легче собрать конструкцию из полипропиленовых труб на столе, чтобы потом, не прилагая особых усилий, закрепить ее в отведенном месте.
- Включить аппарат и разогреть его до рекомендованной температуры. Если его используете в первый раз — после нагревания подождите еще 5 минут перед началом рабочего процесса.
- В сварочную насадку одновременно вставьте фитинг и конец пластиковой трубы. Они должны быть размещены в одной плоскости. Учитывая диаметр трубы, добавляем температуру и держим указанное в таблице время.
- Когда элементы нагрелись, их вынимают из сварочного аппарата и моментально соединяют. Затем неподвижно удерживают в течение рекомендованного времени.
- Сразу после остывания трубопровод можно использовать по назначению.
После спайки узел проверяют на проходимость, продув его воздухом или пустив через него воду.
Виды инструмента
Инструмент для монтажа полипропиленовых труб можно условно разделить на:
- сварочные аппараты;
- клеевые пистолеты;
- труборезы;
- зачистки.
Сварочные аппараты
Сварочные аппараты бывают двух видов:
- Механический аппарат. Применяется, если необходимо соединить трубы большого диаметра или требуется большое усилие для совмещения стыков. Устройство:
- опорная рама;
- приборный блок;
- гидравлический привод.
Захваты из полуколец располагаются слева и справа. Между ними, для распределения давления и осуществления центровки, устанавливают вкладыши, внутренний диаметр которых соответствует наружному диаметру свариваемых труб.
Сварочный аппарат механический
- Ручной аппарат для сварки. Служит для сварки труб небольшого диаметра до 125 мм. Устройство:
- терморегулятор;
- плита нагрева с отверстиями, в которые устанавливаются насадки с антипригарным покрытием;
- комплект насадок для установки свариваемых элементов (попарно), тефлоновое покрытие не позволяет полипропилену прилипать к разогретой насадке.
Соединение с помощью ручного аппарата
Клеевые пистолеты
Применение пистолета упрощает работы по монтажу. Раструбное соединение с использованием муфт соединительных или других элементов можно производить, применяя клей для полипропиленовых труб. Преимущества термоклеевого пистолета:
- быстрота схватывания – от 1 до 3 минут;
-
надежность шва практически не уступает другим видам соединений.
Поверхности, подлежащие склеиванию, должны быть очищены от загрязнений и обезжирены.
Труборезы
Виды труборезов:
Ножницы прецизионные с трещоточным механизмом (для труб до 42 мм диаметром) обладают лезвием из стали с зубчатой рейкой.
Ножницы для полипропиленовых труб
Труборез роликовый с храповым механизмом. Труба вкладывается в с-образную выемку и при смыкании рукоятей отсекается лезвием, расположенным напротив. Резка должна проводиться строго под углом в 90о. Отклонение в процессе резки приводит к деформации линии реза или даже к поломке ножниц.








Труборез для полипропиленовых труб роликовый
- Труборез аккумуляторный с небольшим электромотором, обеспечивающим большую скорость резки.
- Труборез гильотинный, который служит для порезки труб большого диаметра.
При отсутствии трубореза можно воспользоваться обычной ножовкой по металлу или по дереву, но тогда торцы необходимо тщательно зачистить от заусенцев. Также при резке нельзя допускать деформации трубы.
Зачистки
Для систем горячего водоснабжения и отопления рекомендуется применять армированные полипропиленовые трубы. Трубы, армированные стекловолокном, в зачистке не нуждаются, так как сетка находится между слоев полипропилена, воды не боится и с фитингом не контактирует. Алюминиевая фольга, используемая для армирования, должна быть удалена из места стыка до сварки. Алюминий при контакте с водой может вызвать электрохимические процессы, что приведет к разрушению армирующей пленки. В случае внешнего армирования алюминий помешает процессу сварки полипропиленовых элементов. Поэтому трубы, армированные алюминиевой фольгой, нуждаются в зачистке. Виды инструментов для зачистки:
- ручные – со съемными, несъемными рукоятками или рифлением;
- насадки для дрели.
Ручные зачистки и насадка на дрель
При небольших объемах работ по зачистке и отсутствию опыта лучше воспользоваться ручным инструментом.
- Для наружного слоя применяют муфты с ножами изнутри (материал – сталь инструментальная), так называемые шейверы. Диаметр инструмента подбирается под диаметр зачищаемой трубы. Часто используются двусторонние муфты, позволяющие выполнять работу с трубами двух различных диаметров.
Шейвер для полипропиленовых труб
- Для внутреннего слоя используют торцеватели. Ножи расположены с внутреннего торца. Нужно просто вставить трубу в инструмент, несколько раз провернуть и можно производить сварку.
Торцеватель для полипропиленовых труб
Удалять внутренний слой быстрее, ведь требуется снятие около 2 мм фольги. При снятии наружного слоя необходимо снимать около 2 см.
Насадка на дрель
Насадки на дрель отличаются от ручных зачисток стальным стержнем для установки в дрель, шуруповерт или перфоратор. Служат для удаления как внешнего, так и внутреннего армирующего слоя (расположение ножей определяет вид удаляемого слоя).
Используемое оборудование
Главное условие плотного и качественного скрепления участков трубопровода – одновременный нагрев до одинаковой температуры, так называемая полифузная сварка. Поочередный нагрев неприемлем, поскольку время остывания пластика до температуры, при которой прекращается молекулярная диффузия, составляет 6…15 секунд.
Соответственно для работы применяется специальный сварочный аппарат с парными нагревающимися насадками. «Народное» его название – «утюг для сварки», очевидно, из-за сходства формы. Также устройство часто называют паяльником.
Нагрев в этом аппарате передается от дорна насадкам, подобранным согласно номинальному диаметру трубы.
В промышленных условиях используют не настольные, а напольные аппараты для сварки.
Поскольку трубы большого диаметра имеют соответствующий вес, также применяют специальные монтажные приспособления для удержания их в нужном положении на время сварки. Также это приспособление должно давать возможность смещать изделие точно вдоль оси для грамотной стыковки разогретых фрагментов.
Кроме этого, для работы требуются инструменты для разметки и разрезания полипропиленовых труб.
Обычные ножницы или ножовка не дают настолько точного и ровного реза, поэтому их лучше не использовать.
Для труб большого диаметра используется резак другого типа – с подвижным режущим колесиком.
Чтобы труба лучше входила в фитинг, с нее необходимо снять фаску. Это можно сделать вручную, но удобнее – с помощью фаскоснимателя.


![[инструкция] пайка полипропиленовых труб своими руками: описание видов используемых материалов, комплектующих и инструмента | видео](https://saucyintruder.org/wp-content/uploads/f/a/3/fa34edcb308569aed95110078d8c968d.jpeg)





Для изделий с небольшим диаметром можно использовать ручную модель.
Зачистку армирующего слоя проводят с помощью шейвера или торцевателя.
Монтаж полипропиленовых труб своими руками
![]()
Преимущества монтажа
![]() Рассчитайте количество труб и фитингов
Рассчитайте количество труб и фитингов
Для выполнения монтажа трубопровода не требуется выполнение сварочных работ. Все соединения выполняются при помощи пайки. Труба стыкуется в фитинге, а затем спаивается специальной муфтой. Преимущество такой пайки состоит в том, что уже через час после пайки всей системы, трубопровод готов к использованию.
Подготовка инструмента
![]() Шейвер
Шейвер
Кроме наличия всех необходимых деталей и материалов, для выполнения монтажа трубопровода необходимо подготовить весь инструмент.
- Самым главным инструментом для работы является паяльник, с помощью которого будет выполняться пайка муфт. Покупая этот инструмент, не стоит экономить. Это может сказаться на качестве пайки и скорости выполнения работ, да и сам паяльник может очень быстро перестать работать. Качественный паяльник при долгой работе не нанесет вред тефлоновому слою покрытия насадок.
- Для пайки вам потребуются насадки под трубы. В основном, они идут в комплекте с паяльником.
- Основная часть работы будет выполняться стационарно, поэтому под паяльник необходима подставка.
- Чтобы отрезать нужный участок трубы, понадобятся специальные кусачки, можно применить труборез.
- Снятие с трубы слоя алюминия выполняется с помощью шейвера.
- Чтобы впаиваемая труба свободно входила в фитинг, потребуется снять фаску края трубы, используя фаскосниматель.
![]() Трубы и фитинги
Трубы и фитинги
Предварительно посетите строительный магазин и купите все необходимые инструменты.
На чем можно сэкономить
![]() Ножницы для полипропиленовых труб
Ножницы для полипропиленовых труб
Произвести пайку полипропиленовой трубы подручными средствами не получится. Но все же, на некоторых инструментах можно сэкономить. Если предстоит выполнение небольшого объема работ, из списка покупок можно вычеркнуть кусачки или труборез. Отрезание трубы можно выполнить болгаркой. Шейвер используется только в том случае, если есть алюминиевый слой. Если этот слой отсутствует, то и инструмент можно не покупать.
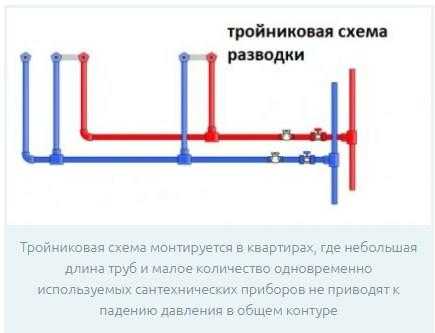
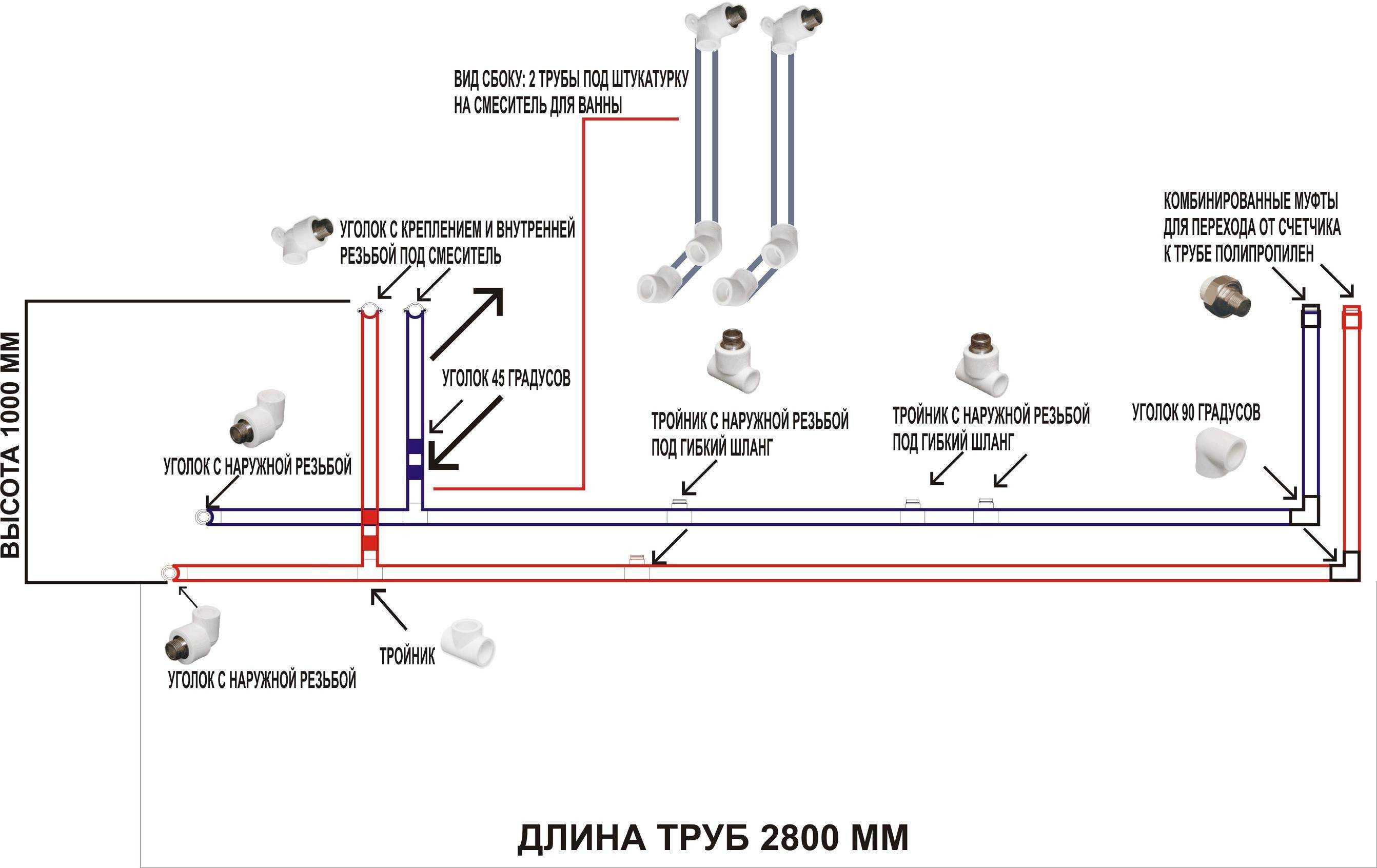
План работы
![]() План разводки водоснабжения
План разводки водоснабжения
Решившись на самостоятельный монтаж трубопровода, необходимо составить план выполняемых работ. Требуется все рассчитать так, чтобы пайка муфт в большинстве случаев происходила не на весу, а стационарно. В конце работы останется лишь соединить всю систему и произвести пайку последних точек соединения.
Перед началом работы должна быть тщательно проработанная схема трубопровода. Это сильно облегчит условия работы, и вам не придется покупать лишние материалы. Грамотно выполненный расчет позволит выполнить все неудобные места пайки на столе.
Особенности пайки трубопровода
Для выполнения прочной пайки выполняется прогрев внешнего края трубы и внутренней стороны муфты. Прогревается только тот участок трубы, который полностью войдет в муфту. После соединения прогретых участков, происходит спаивание полипропилена.
В начале пайки необходимо подготовить сам материал. Вымеряется и отрезается необходимая длина трубы. На краю отрезанной трубы, с внешней стороны, снимается фаска глубиной 3 мм, и под наклоном не менее 15 градусов. Края спаиваемых материалов очищаются от загрязнения и обезжириваются специальным раствором. И только теперь можно выполнить пайку изделия.
Пайка трубы
![]() Пайка с помощью паяльника
Пайка с помощью паяльника
- Перед началом пайки паяльник устанавливается с помощью подставки на столе и подключается к электросети. Пайка происходит при температуре 260°C. Поэтому, если паяльник имеет регулятор температуры, его надо выставить на это значение. К сведению: при других температурах, пайка изделий не выполняется. Следовательно, не стоит переплачивать за покупку паяльника с регулятором температуры.
- Когда паяльник полностью прогрелся, можно начинать процесс сваривания деталей. Фитинг должен прогреваться одновременно с трубой, поэтому с одной стороны специального штыря надевается фитинг; труба, вставленная в гильзу, надевается на вторую сторону нагревателя. После полного прогрева детали быстро снимаются с паяльника и соединяются.
- При пайке необходимо соблюдать время прогрева деталей, иначе деталь быстро деформируется и станет непригодной для соединения. Недостаточно нагретую деталь не получится надежно спаять, в результате чего образуется течь в месте соединения.
Для определения времени нагрева разработана таблица, которой пользуются специалисты, выполняя монтаж полипропиленовых труб.
Использование разнородных труб
На объектах встречается ситуация: не хватает деталей. Например, трубы есть — фитингов не достает. Мастер докупает фитинги другого производителя или использует те, что имеются в запасе.








Аналогичная ошибка — труба и фитинг разных цветов. Например, труба белая, а фитинг серый.
![]()
Белая труба и серый фитинг. Как вам?
Это не катастрофа. Серьезных проблем скорей всего не будет. Однако, подобная пайка полипропиленовых труб имеет ряд минусов:
- Не эстетично. Разные цвета не сочетаются. Портят вид изделия.
- У разных производителей разные составы полипропилена. Материалы могут плохо подходить. Давать нежелательные химические реакции при нагреве.
- Автоматически лишаетесь гарантии производителя
- Толщина стенок фитингов и труб может разнится.
Если произойдет гарантийный случай (хотя кто им воспользуется), а запчасти разные, производитель имеет право отказать обратившемуся.
Сварка своими руками
Работу следует выполнять в помещении с хорошей вентиляцией. Полипропилен при нагревании способен выделять токсичные вещества, а они могут причинить вред здоровью, вызывая отравления.
Поэтапная инструкция по сварке:
- Сначала на паяльник устанавливают необходимую насадку правильного размера;
- Для плавления полипропилена должна быть достигнута температура в 260 градусов;
- Подготавливают детали для соединения, проводят их очистку и правильное размещение;
- Затем запускается в работу паяльник;
- Необходимо выждать необходимое время для нагревания, а об этом сигнализирует зеленый окрас датчика.
![]() При пайке аппарат лучше ставить таким образом, чтобы он устойчиво стоял
При пайке аппарат лучше ставить таким образом, чтобы он устойчиво стоял
Затем труба и фитинг одновременно надеваются на болванку и паяльный инструмент. Труба вставляется внутрь болванки. Фитинг размещается на внешней стороне. Он засовывается до упора, а труба — до готовой отметки. Главное — правильно выдержать время.
Если инструмент прогреется плохо, то и уровень диффузии будет небольшой, а это нарушит качество сплава. А большая температура приведет к перегреву деталей. Оптимальное время зависит от диаметра трубы и фитингов.
После нагревания важно сразу выполнить стыковку. Главное правило процедуры – соблюдение сносности. Первые несколько секунд позволяют провести коррекцию, но делать повороты запрещается
При этом требуется не спешить и не тянуть, придерживаясь золотой середины
Первые несколько секунд позволяют провести коррекцию, но делать повороты запрещается. При этом требуется не спешить и не тянуть, придерживаясь золотой середины.



