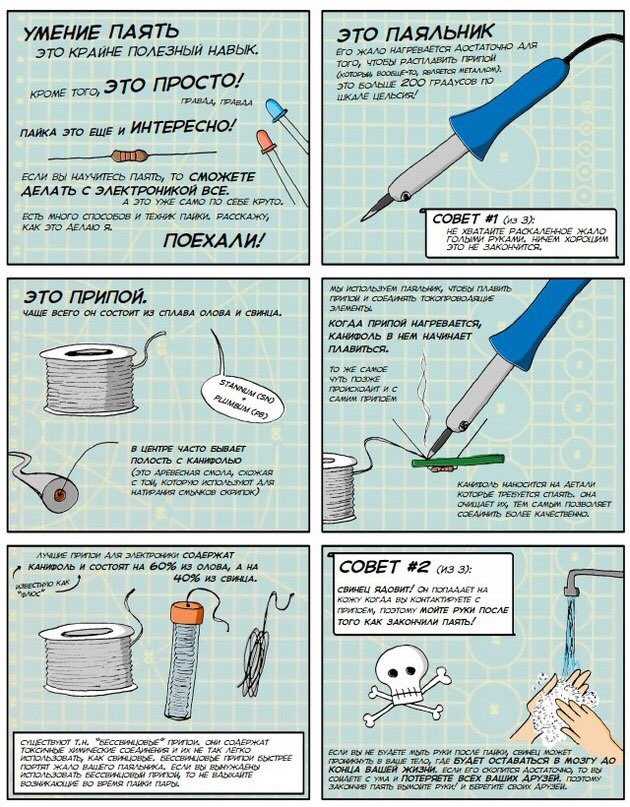
Как работает паяльник
Излучающие тепло приспособления для пайки называют паяльниками. В зависимости от способа нагрева они бывают электрическими, газовыми, термовоздушными, индукционными. Чаще всего используются электрические приборы, мощность которых выбирается для пайки определенных материалов:
- для соединения электронных компонентов мощность паяльника должна быть до 40 В;
- для деталей с тонкими стенками до 1 мм необходима мощность в 80-100 Вт;
- заготовки с толщиной стенок от 2 мм и более требуют мощность приспособления выше 100 Вт.
К самым энергоемким паяльникам относятся молотковые устройства, мощность которых может достигать до 550 Вт. Они могут разогреваться до температуры в 600С. Применяются молотковые паяльники для соединения массивных деталей.
Акустический паяльник небольших размеров пригодится для электротехника. Приспособление отличается низкой теплоемкостью, поэтому его используют для тонкой паечной работы.
Кроме массивности металлических изделий, на требуемую мощность паяльника влияет теплопроводность самого обрабатываемого материала. Так, например, для медных изделий прибор следует нагревать намного сильнее, чем для работы с деталями из стали.
Оптимально необходимая температура жала приспособления для пайки может поддерживаться как вручную, так и автоматически. Используются для этого тиристорные регуляторы.
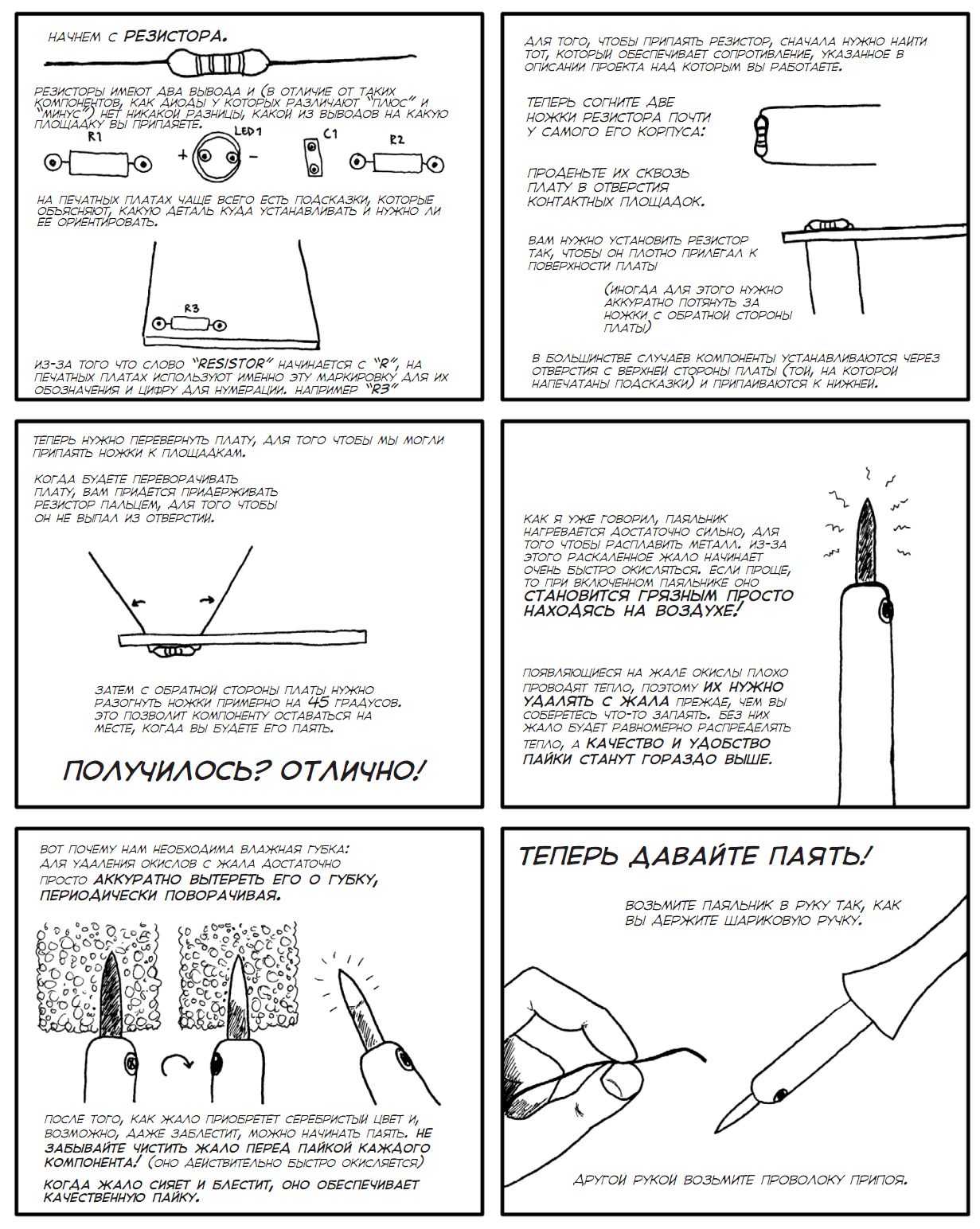
Как правильно паять паяльником с канифолью
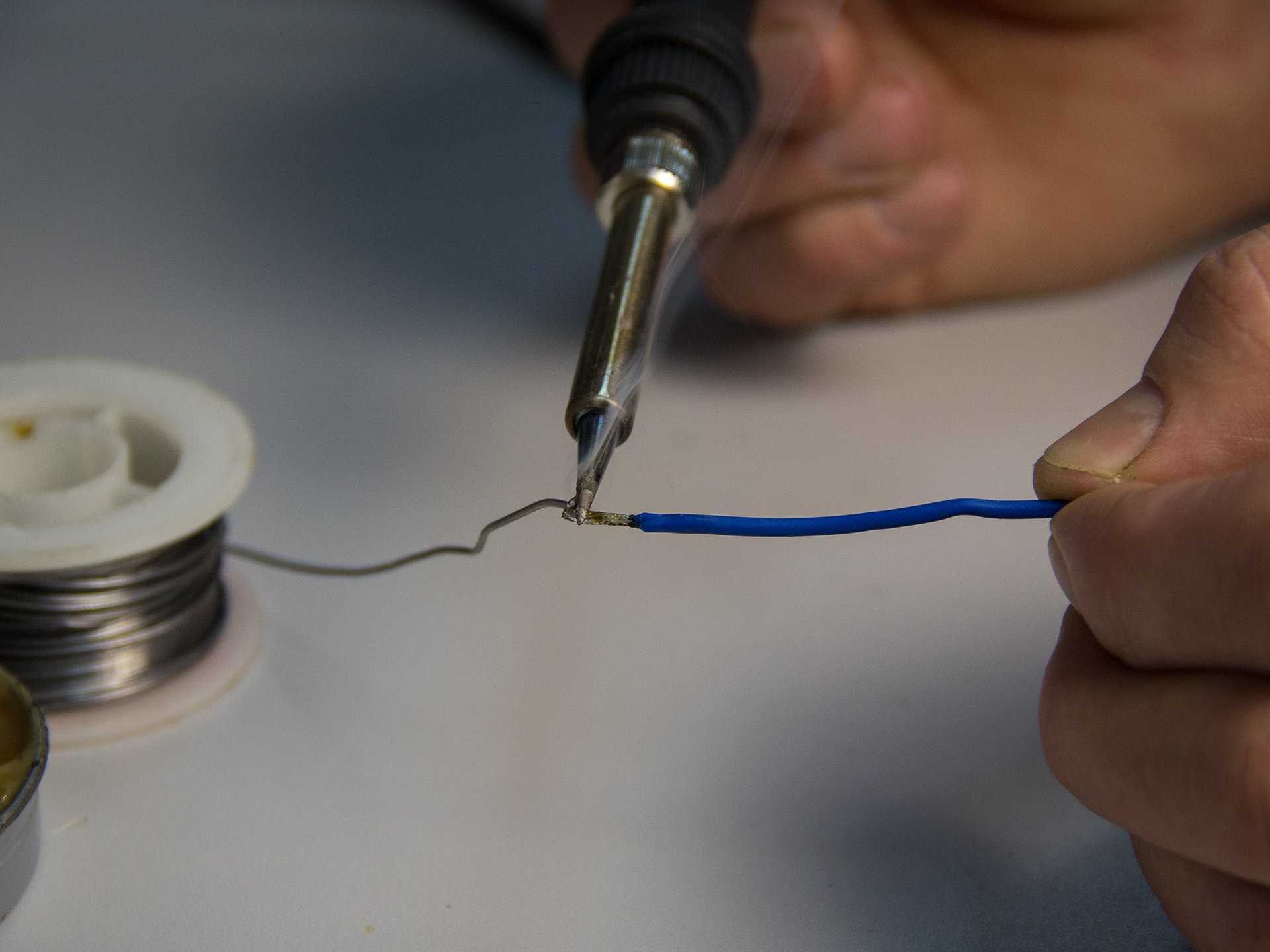
![]() Канифоль обладает такими уникальными качествами, как лёгкость растворения в различных органических соединениях, например, ацетон или спирт. В процессе нагревания данное вещество может расщеплять сложные химические соединения наподобие меди, олова или свинца. Поэтому правильное использование канифоли способствует уменьшению вероятность растекания вещества, разрушению оксидного покрытия, а также качественному лужению припаиваемых элементов.
Канифоль обладает такими уникальными качествами, как лёгкость растворения в различных органических соединениях, например, ацетон или спирт. В процессе нагревания данное вещество может расщеплять сложные химические соединения наподобие меди, олова или свинца. Поэтому правильное использование канифоли способствует уменьшению вероятность растекания вещества, разрушению оксидного покрытия, а также качественному лужению припаиваемых элементов.
Также нужно учесть, что чем тоньше окажется наконечник паяльника, тем проще будет с ним работать, особенно если дело касается припайки очень тонких проводков и деталей. Поэтому если он ещё не наточен, это следует сделать перед тем, как приступить к работе.
Описание процесса
- Вначале следует подготовить рабочее пространство, где планируется проводить запайку деталей. Для этого нужно открыть форточку, поскольку испарения, которые идут от припоя, сильно загрязняют воздух. Также следует взять любую губку, хорошенько смочить в воде и разместить как можно ближе к паяльнику. Ну, а чтобы не запачкать рабочее место каплями припоя, лучше всего поверхность, на которой предстоит работать, застелить плотным картоном или иным аналогичным покрытием.
- Под рукой обязательно должна находиться подставка для прибора.
- Затем нужно подключить паяльник в розетку и нагреть его. В процессе нагревания прибора может пойти специфический запах и заметный дым — это нормально. Прибор будет готов к использованию сразу же после того, как жало полностью накалится, а дым и неприятный аромат испарятся.
- После того как инструмент прокалился, его следует отключить. Это необходимо для того чтобы провести предварительную чистку жала от грязи и налёта. Чистить инструмент лучше всего пока он горячий. Для этого можно использовать подготовленную губку или тряпочку.
- Затем нужно снова включить паяльник и дать ему тщательно прогреться.
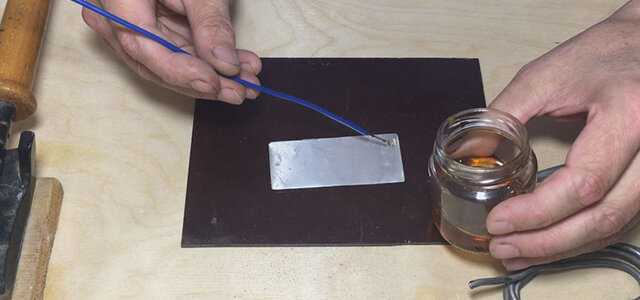
- После очистки и нагрева инструмента следует провести процесс лужения наконечника паяльника — покрытие жала лёгким слоем припоя, в данном случае — канифоли. Благодаря этой нехитрой манипуляции существенно увеличится теплообмен между деталями, которые предназначены для пайки.
- Далее необходимо наконечник нагретого прибора на некоторое время окунуть в канифоль, чтобы на жало набралось немного припоя. Следует чуть-чуть подождать, пока припой нагреется и начнёт размягчаться.
- Излишки канифоли можно снять при помощи картона или другого подручного инструмента.
- Если планируется паять одну медную деталь, то достаточно будет одного лужения — нужно один раз прикоснуться к канифоли, после этого приложить кончиком паяльника с припоем к рабочей поверхности и немного подождать, пока проводок не покроется припоем. В результате данных манипуляций начнёт дымиться канифоль, а припаиваемые детали обтекут расплавленным веществом.
- Для того чтобы качественно припаять две детали, их также необходимо по отдельности залудить, то есть, покрыть припоем. Следует помнить, что процесс лужения — это обязательная процедура, без которой не удастся качественно припаять нужные детали.
- После завершения работы с паяльником, пока он ещё не остыл, необходимо удалить остатки припоя. Для этого жало инструмента нужно просто протереть влажной тряпочкой, а лучше губкой, смоченной в спирте или любом другом составе, предназначенном для этих целей.
Особых сложностей при работе с инструментом возникнуть не должно. Чтобы всё прошло гладко, лучше всего предварительно поупражняться в работе с канифолью на деталях, которые не жалко будет потом выкинуть. Ведь опыт всегда приходит с практикой.
Какой нужно видеть пайку ручным паяльником?
Потребность разборки электронных устройств с целью ремонта – явление достаточно частое. Между тем, любая электроника, как правило, содержит печатную плату, где электронные компоненты соединяются в схему методом пайки.
Пайка электропаяльником – действия, направленные на создание прочного соединения электронных деталей путём плавления припоя с последующим нанесением расплава в точке сопряжения деталей.
Технология пайки при помощи ручного электропаяльника широко применяется для ремонта электроники. Поэтому желательно уметь пользоваться этой технологией
Припой — сплав мягких металлов, способный при нагреве до некоторой температуры (~250ºC для припоя ПОС60) приобретать полужидкое состояние.
Когда же нагрев прекращается, припой в точке нанесения охлаждается, за счёт чего создаётся прочная электрическая связь.
Особенность такой пайки характерна тем, что спаянный узел также легко распаять, используя тот же инструмент – электрический паяльник.
Процесс пайки электропаяльником
Вся технология пайки паяльником проводов может быть разделена на несколько последовательных этапов. Все они повторяются в определенной последовательности:
- Подготовка проводников. При пайке проводов они освобождаются от изоляции. После этого с них механическим путем удаляется оксидная пленка. Можно использовать небольшой кусок наждачной бумаги с мелким зерном. Металл должен блестеть и быть светлым.
-
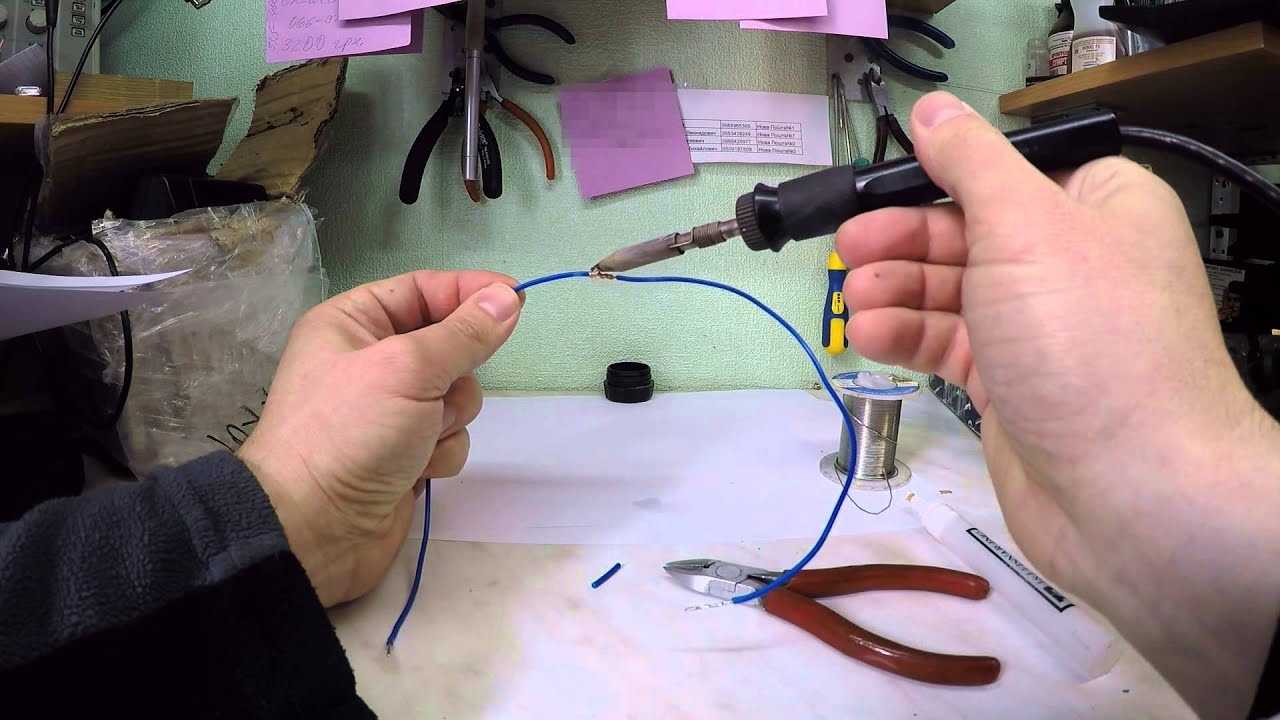
Лужение. Разогревают паяльник до температуры плавления канифоли (при прикосновении начинает активно плавится). Берут проводник, подносят к куску канифоли, прогревают паяльником так, чтобы вся зачищенная часть провода оказалась погруженной в канифоль. Затем на жало паяльника берут каплю припоя и разносят его по обработанной части проводника. Припой быстро растекается, покрывая тонким слоем провод. Чтобы он распределялся быстрее и равномернее, провод немного поворачивают. После лужения медные проводники теряют красноту, становясь серебристыми. Так обрабатывают все провода, которые надо будет припаивать
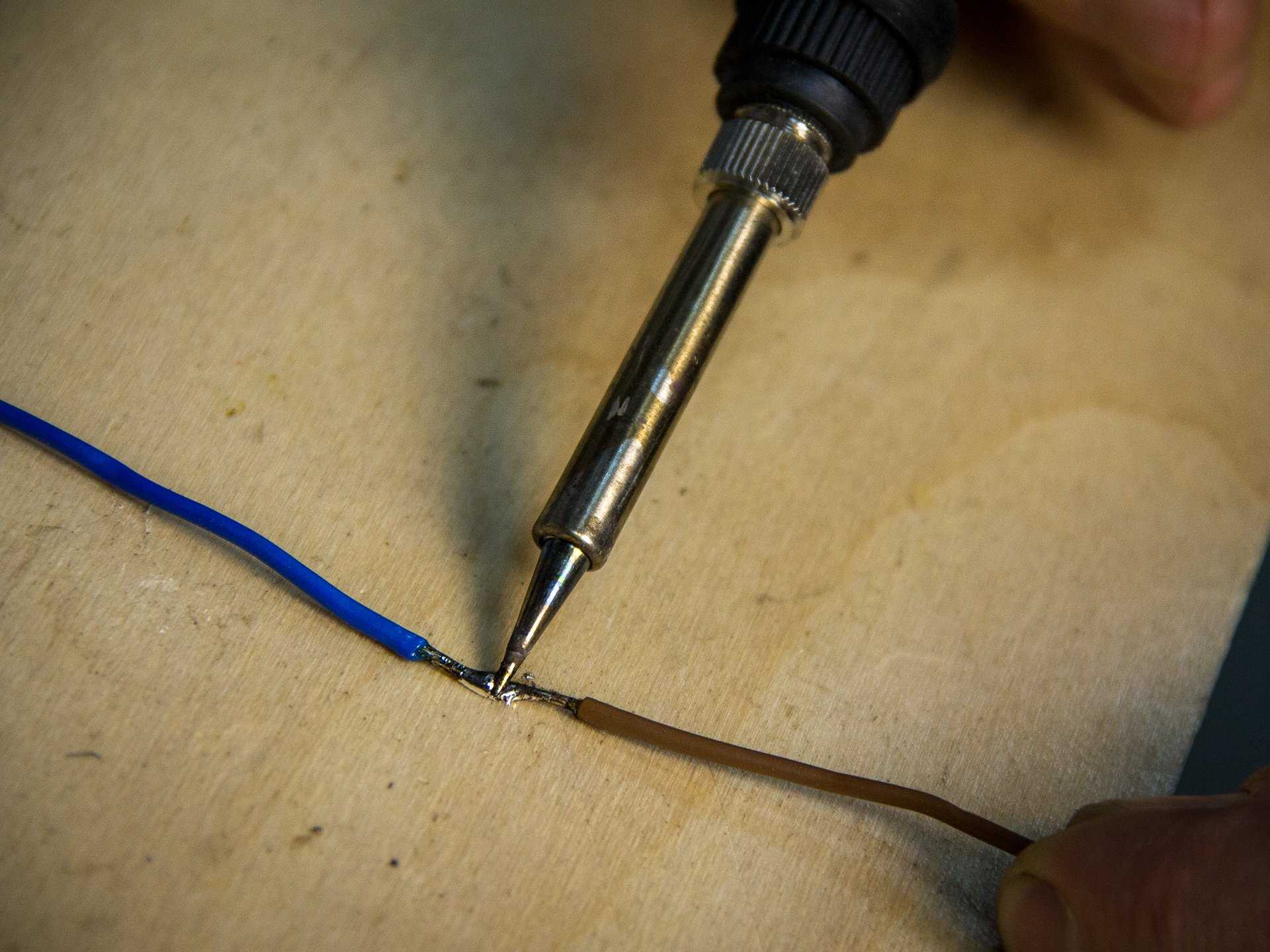
- Залуженные проводники складывают вместе, поправляя их пальцами — чтобы они плотно прилегали один к другому. Если пайка должна быть большой протяженности, можно сделать скрутку. Придерживая проводники, на жало берут припой, прижимают его к месту пайки, прикладывая некоторое усилие. При этом место пайки разогревается, начинает кипеть канифоль, припой растекается. Когда он покроет всю зону, затечет между проводниками, можно считать что пайка паяльником проводников закончена. Их еще некоторое время удерживают неподвижно — пока припой не остынет (для ускорения процесса на это место дуют).
Вот, собственно и все. Таким же образом можно спаять два или более провода, можно припаять провод к какой-то контактной площадке (например, при пайке наушников — провод припаять можно к штекеру или к площадке на наушнике) и т.п.







После того, как закончили паять паяльником провода и они остыли, соединение необходимо изолировать. Можно намотать изоленту, можно надеть, а потом разогреть термоусадочную трубку. Если речь идет об электропроводке, обычно советуют сначала навернуть несколько витков изоленты, а сверху надеть термоусадочную трубку, которую прогреть.
Отличия технологии при использовании флюса
Если используется активный флюс, а не канифоль, процесс лужения изменяется. Очищенный проводник смазывается составом, после чего прогревается паяльником с небольшим количеством припоя. Далее все как описано.
![]()
Пайка скрутки с флюсом — быстрее и проще
Есть отличия и при пайке скруток с флюсом. В этом случае можно каждый провод не лудить, а скрутить, затем обработать флюсом и сразу начинать паять. Проводники можно даже не зачищать — активные составы разъедают оксидную пленку. Но вместо этого придется места пайки протирать спиртом — чтобы смыть остатки химически агрессивных веществ.
Особенности пайки многожильных проводов
Описанная выше технология пайки подходит для моножил. Если провод многожильный, есть нюансы: перед лужением проводки раскручивают чтобы можно было все окунуть в канифоль. При нанесении припоя надо следить чтобы каждый проводок был покрыт тонким слоем припоя. После остывания, провода снова скручивают в один жгут, дальше можно паять паяльником как описано выше — окунув жало в припой, прогревая место спайки и нанося олово.
![]()
При лужении многожильные провода надо «распушить»
Можно ли паять медный провод с алюминиевым
Соединение алюминия с другими химически активными металлами напрямую делать нельзя. Так как медь — химически активный материал, то медь и алюминий не соединяют и не паяют. Дело в слишком разной теплопроводности и разной токопроводимости. При прохождении тока алюминий нагревается больше и больше расширяется. Медь греется и расширяется значительно меньше. Постоянное расширение/сужение в разной степени приводит к тому, что даже самый хороший контакт нарушается, образуется токонепроводящая пленка, все перестает работать. Потому медь и алюминий не паяют.
Если возникает такая необходимость соединить медный и алюминиевый проводники, делают болтовое соединение. Берут болт с подходящей гайкой и три шайбы. На концах соединяемых проводов формируют кольца по размеру болта. Берут болт, надевают одну шайбу, затем проводник, еще шайбу — следующий проводник, поверх — третью шайбу и все фиксируют гайкой.
![]()
Алюминиевый и медный проводники паять нельзя
Есть еще несколько способов соединить алюминиевую и медную линии, но пайка к ним не относится. Прочесть о других способах можно тут, но болтовое — наиболее простое и надежное.
https://youtube.com/watch?v=pqsZ6Ylf3SA
Особенности пайки проводов
В предварительном соединении паяемых деталей больше всего проблем возникает с проводами: их для этого приходится трогать руками, отчего поверхность металла загрязняется, и спаям проводов чаще прочих паяных соединений приходится выдерживать механические нагрузки.
![]()
Скрутки проводов
Прежде чем паять провода, их нужно правильно скрутить. Основные виды скруток проводов для пайки показаны на рис. У каждого из них свое предназначение:







- Бандажными скрутками соединяют жесткие (толстые одножильные) токоведущие провода, т.е. по которым передается электрическая мощность. Особенно – провода наружныее. Бандажное соединение обеспечивает достаточный электрический контакт даже при непропае или перегреве окислившегося спая.
- Желобковые скрутки делают на проводах в легкоплавкой изоляции (простой ПВХ, полиэтилен), когда необходимо полное растекание припоя при минимальном прогреве. Греют желобковые скрутки только по желобку.
- Простыми скрутками можно соединять как одножильные, так и многожильные только что зачищенные от изоляции (блестящие) провода.
- Простая последовательная скрутка, т. наз. прямая британская, или просто британка, применима для соединения токоведущих проводов гибких кабелей сечением до 1,4 кв. мм, не испытывающих регулярных больших механических нагрузок, напр. электрических удлинителей или времянок.
Электрические провода, испытывающие регулярные и/или постоянные механические нагрузки, должны быть обязательно многожильными. Скручивают их, как показано внизу на рис: концы разметливают, «метлы» вдвигают друг в друга и скручивают по-британски. Паяют легкоплавким припоем повышенной прочности, напр. ПОСК-50 (см. ниже) с активированным флюсом, не требующим удаления остатков, также см. ниже.
Параллельные (тупиковые) скрутки проводов сечением свыше 0,7 кв. мм желательно паять погружением в расплавленный припой, см. далее. В противном случае придется греть или долго, или слишком мощным паяльником, отчего изоляция ползет, а флюс преждевременно выкипает.
Что паяемо, но не паяется
Не предназначены для соединения пайкой гибкие коаксиальные кабели и кабели для компьютерных сетей типа витая пара («витуха»). Опытный кабельщик, имеющий полное представление об электродинамике линий передачи сигнала, в исключительных случаях сделать муфту на них может. Но при выполнении дилетантом, пусть он в остальном квалифицированный электронщик и монтажник, пропускная способность и помехозащищенности линии упадут ниже допустимого, вплоть до полной потери.
Как чистить и консервировать жало
Жало паяльника очищают от остатков припоя, потирая о мягкую пористую или волокнистую подкладку. Чаще всего используется поролон, но это вариант не из лучших: он подгорает и налипает на жало. Лучший материал для его чистки – натуральный войлок или базальтовый картон. Но еще лучше – 2-ступенчатая чистка, сначала о губку-путанку из металлической ленты, а затем уж о войлок. После чистки паяльник выключают, вводят еще горячее жало в твердую канифоль и ждут, пока она не перестанет пузыриться. Тогда жало вынимают и держат вниз концом, чтобы стекли излишки канифоли. По полном его остывании паяльник можно отправлять на хранение.
Необходимые инструменты и материалы
![]()
Перед тем, как спаять два провода, надо для начала приобрести все необходимые материалы, а также запастись самым главным приспособлением – паяльником.
Паяльник
![]()
Устройство это представляет собою нагревательный прибор, с его помощью разогревают припойный сплав и поверхности деталей, которые необходимо припаивать. Он имеет три основные части:
- ручка (её делают деревянной либо пластмассовой, она не греется в процессе работы);
- нагревательный элемент;
- рабочий элемент.
Паяльники бывают разных типов:
- Электронагревательный. Рабочей частью такого инструмента является кончик медного жала, которое разогревается с помощью нагревательного элемента. Температура жала достигает 300 градусов, при этом он не сильно мощный (от 60 до 100 Вт).
- Газовый. По принципу действия этот паяльник похож на обыкновенную газовую горелку, место, где должна производиться спайка, нагревается при помощи открытого пламени.
- Термовоздушный. Место пайки разогревают потомком горячего воздуха.
- Молотковый. У этого паяльника рабочей частью также является жало из меди, но по форме оно напоминает массивный молоток. Разогрев происходит при помощи открытого пламени либо за счёт встроенного электронагревательного элемента.
Наибольшее распространение получил электронагревательный паяльник для пайки радиодеталей и проводов.
Припой
Главным материалом в процессе пайки является припой. Он представляет собою сплав нескольких металлов, который имеет более низкую температуру плавления, чем у металла соединяемых элементов. Такие сплавы делают из олова, кадмия, серебра, меди, свинца, никеля.
![]()
Паять медные провода желательно сплавом марки ПОС-60. Буквы ПОС обозначают, что данный припой из олова и свинца. Цифры показывают, сколько процентов олова содержится в припое. Конечно, лучшим припойным материалом считается чистое олово, но это дорого, его применяют в исключительных случаях.
Форма выпуска припоя бывает разная – в гранулах, пастах, слитках, порошке, фольге или проволоке.
Как пользоваться припойным сплавом? Его греют выше температуры плавления и, когда он достигнет расплавленного состояния, прикасаются к твёрдым поверхностям соединяемых элементов. В этот момент начинаются химические и физические процессы. Припойный сплав растекается по металлическим поверхностям, проникая между ними во все зазоры.
Имейте в виду! Перед тем, как припаять алюминиевые провода, вам потребуется найти специальный припой. Для этого металла больше подойдут сплавы на основе цинка ЦО-12 (цинк с оловом) или ЦА-15 (цинк с алюминием).






Флюс
Чаще всего в качестве флюса используют смесь органических и неорганических веществ, с помощью которой подготавливают поверхности для пайки. Это может быть канифоль, ацетилсалициловая или ортофосфорная кислота, нашатырь или соль бура.
![]()
Самым распространённым флюсом считается канифоль. Некоторые используют кислоту для паяния, но она уступает канифоли по своим качествам. Хотя применять кислоту гораздо проще, намочили в ней кисть и нанесли вещество на соединяемые поверхности. С канифолью немного сложнее, нужно уложить в неё жилу, паяльником нагреть, тогда смола начнёт плавиться и обволакивать проводок.
Иногда используют припой, который представляет собою тонкую проволоку, заполненную внутри канифолью. Конечно же, это делает процесс более быстрым и удобным, достаточно будет только брать нагретым паяльником припой и наносить на соединяемые поверхности, отпадает необходимость в обработке каждого провода канифолью отдельно.
Другие инструменты
![]()
Также для того, чтобы сделать спайку проводников, потребуются:
- Место для работы, его надо покрыть материалом, которому не страшны будут капли расплавленного припоя. Подойдёт металлический стол либо какая-то подставка из металла или дерева, когда работы необходимо выполнять, например, в распределительной коробке.
- Подставка для паяльника (она должна быть надёжной и удобной).
- Кусочек влажной ткани или губка для протирки жала паяльника.
- Напильник. Перед применением паяльника, нужно будет сначала зачистить его жало, на нём не должно оставаться следов нагара, тогда пайка пойдёт легко.
- Нож либо специальное приспособление для снятия с проводов изоляционного слоя.
- Пассатижи.
- Наждачная бумага.
- Спирт.
- Изоляционная лента (или термоусаживаемая трубка).
Фольга как способ пайки
Способ пайки с использованием фольги характеризуется практичностью. Как правило, для восстановления соединения требуется всего 5 минут. Фольга может применяться в качестве припоя, который разматывается по всей площади и разогревается до высокой температуры. За счет этого существенно повышается пластичность материала, после остывания он затвердевает.
Фольга может применяться в самых различных случаях. Примером можно назвать повреждение платы или соединения проводов. Среди особенностей проводимой работы отметим следующие моменты:
- Выполняется стандартная подготовка контактов.
- Концы скручиваются для формирования соединения. За счет этого существенно повышается надежность соединения.
- Отрезается требуемое количество фольги, место соединения оборачивается в несколько мотков.
https://youtube.com/watch?v=p5A_UbDsOWs
После этого при помощи строительного фена или другого источника тепла проводится равномерный нагрев. Поверхность фольги при воздействии тепла быстро становится мягкой и пластичной, после прекращения нагрева быстро остывает и затвердевает, обеспечивая требуемую степень герметизации и прочность.
В заключение отметим, что без паяльника провести ювелирные работы, а также пайку плат практически невозможно. Это связано с отсутствием возможности направленного воздействия теплом. Однако, в некоторых случаях паяльник и другие инструменты не требуются.
Чем и как лудить/паять?
Для следующих операций понадобится уже специальный электронагревательный инструмент: паяльник, футорка или паяльная горелка. Паять в домашних условиях чаще всего приходится электропаяльником с медным луженым жалом. Его устройство показано на поз. 1 рис. «Для полного счастья» спайщика-любителя нужны стержневые паяльники на 16-20 Вт для микросхем и печатных плат, поз. 2а, 40-50 Вт (поз. 2б), для электропроводов и навесного монтажа компонент радиоэлектроники, и 80-150 Вт (поз. 2в), для сборки небольших металлоконструкций пайкой.
![]()
Устройство и разновидности электропаяльников с медным луженым жалом
Если не предполагается работ с микрочипами (телефоны, планшеты, компьютеры) и пайки стали толщиной более 0,5-0,6 мм, можно обойтись комплектом из паяльников на 25 Вт (поз. 3а) и 60-65 Вт, поз. 3 б. Вдруг возникнет необходимость паять металлопрофили с толщиной стенок до 3-4 мм и/или толстый стальной лист, потребуется радиаторный паяльник-«топор» на 300-400 Вт, поз. 4.
Жала паяльников малой мощности (поз. 2а, 2б, 3а, 3б) изначально не прокованы и потому довольно быстро окисляются (подгорают). Чтобы повысить их стойкость, а заодно и отформовать нужным образом, вынутый из паяльника стержень проковывают слесарным молотком на наковальне настольных тисков. «Ширкать» его надфилем после этого нет нужды, да и не надо, чтобы не стереть наружный уплотненный слой меди. После проковки жало сразу же покрывают активированным флюсом.







Пока мы готовили паяльник, флюс на паечных поверхностях сделал свое дело: под его слоем они чистые, можно лудить. Здесь критическим пунктом будет толщина деталей:
- Менее 1/8 диаметра стержня паяльника – прогреются насквозь до температуры плавления припоя менее чем за 7 с. Флюс не успеет выкипеть.
- Более 1/6 той же величины – прогреются более чем за 10 с, флюс выкипит, детали оголятся и окислятся.
- 1/8-1/6 диаметра стержня – нужно, чаще всего основываясь на собственном опыте, лудить легкоплавким припоем под высококипящим флюсом. Или воспользоваться паяльником помощнее.
В первом случае на жало набирают каплю припоя, переносят на паяемую поверхность, и, если:
- Провод тонкий – легко, без нажима, двигают по оголенному концу жалом с одной и затем с противоположной стороны, пока припой не растечется. Провод держат кончиком вниз. Стекшую туда каплю излишка припоя снимают паяльником.
- Провод толстый – жало двигают по спирали взад-вперед.
- Плоская тонкая длинная деталь – припой наносят на конец и двигают жало вдоль. Когда за жалом покажутся незалуженные края детали, наносят на недолуженный участок еще флюса, набирают другую каплю припоя и продолжают лужение.
- Длинная более широкая деталь – то же, что и в пред. случае, но жало ведут змейкой.
- Широкая деталь – жало двигают по спирали от центра в краям.
Для лужения толстых деталей берут ниточный припой с флюсом, т. наз. гарпиус: это тонкая гибкая трубочка из фольги припоя, в просвете которой порошкообразная канифоль. Лужение начинают с края длинных или с середины широких деталей. Конец гарпиуса прикладывают к месту начала лужения, греют паяльником, пока не растечется. Движения жалом – такие же, как в пред. случаях. Припой подают под жало по мере расходования. Дать на жало – он к нему будет липнуть, пока не образуется большая капля, которая стечет куда не надо.
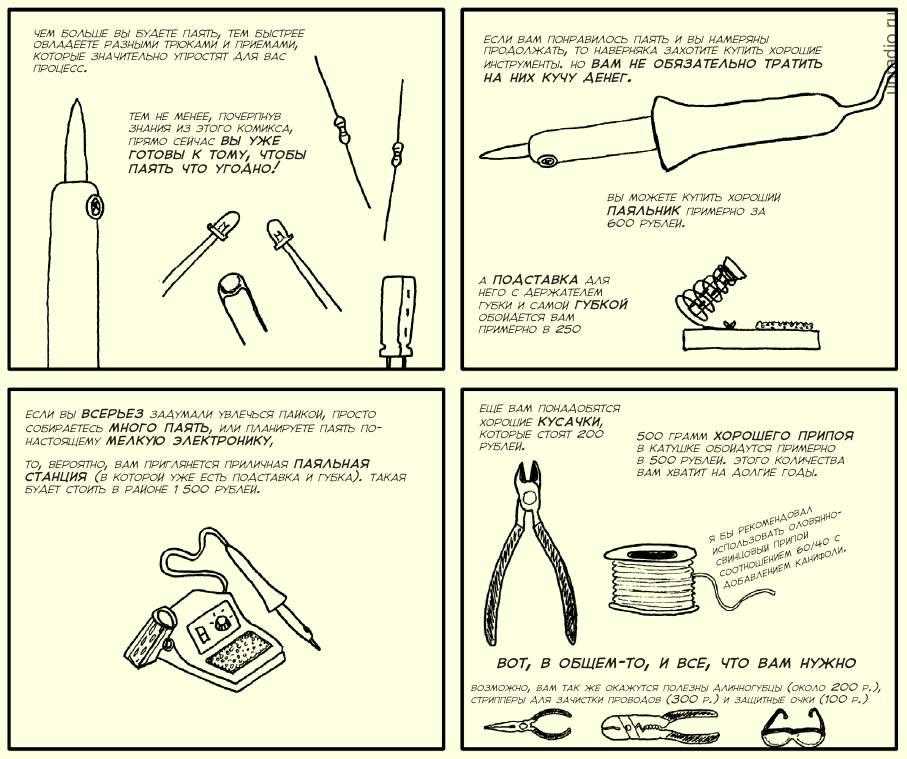
Что нужно для пайки паяльником
Чтобы что-то припаять, вначале необходимо подготовить все необходимые для данного процесса инструменты.
Разумеется, потребуется сам паяльник. Для работы в домашних условиях оптимальным вариантом будет паяльник с мощностью от 15 до 30 ватт. Выбор мощности прибора напрямую зависит от того, что именно планируется паять
Для простых деталей подойдёт паяльник с минимальной или средней мощностью, в то время как для более профессиональной пайки наиболее практичным будет прибор в 40 ватт.
Обязательно потребуется припой, который очень важно грамотно подобрать. Основная функция припоя состоит в создании неразъёмного соединения в процессе пайки
В настоящее время существует несколько типов припоя, которые предназначены для решения различных задач (медные, серебряные, оловянные, свинцовые и т. д. ). Однако для запайки контактов в микросхеме или для обычного соединения проводов вполне подойдёт канифоль. Использовать её в электротехнике не рекомендуется, поскольку кислоты, которые содержатся в канифоли, могут попросту разрушить контакты и уничтожить сложные части схемы. Следует помнить, что только правильно подобранный припой способен обеспечить наилучшее соединение деталей.
При работе с паяльником для чистки и залуживания «жала» прибора потребуется использовать флюс — специальная смесь органического или неорганического происхождения, необходимая для удаления с наконечника инструмента частиц кислот, выделяемых припоем. Флюс бывает в виде порошка, жидкости или пасты. Несмотря на огромный выбор разных флюсов, самым универсальным и наиболее эффективным считается флюс, изготовленный из канифоли.
Чтобы с максимальным удобством и комфортом можно было пользоваться паяльником, следует подготовить для него специальную подставку. Поскольку прибор имеет очень высокую температуру нагрева, чтобы не прожечь вещи или предметы обязательно нужно подготовить подставку, выдерживающую высокие температуры.
Потребуется напильник. Чтобы процесс запаивания проходил просто, необходимо заточить и очистить наконечник паяльника напильником. Главное, чтобы «жало» инструмента было ровным и не имело признаков нагара.
Также для работы с прибором понадобятся тиски или пассатижи — с их помощью можно чётко фиксировать провода или платы, направлять их в нужное положение в процессе запаивания. Если этих инструментов не оказалось под рукой, на крайний случай можно воспользоваться пинцетом.
По окончании работы с инструментом нужно будет воспользоваться спиртом, при помощи которого можно смыть следы флюса.
Имея под рукой все необходимые инструменты, можно приступать к работе с паяльником.
Дополнительная тренировка
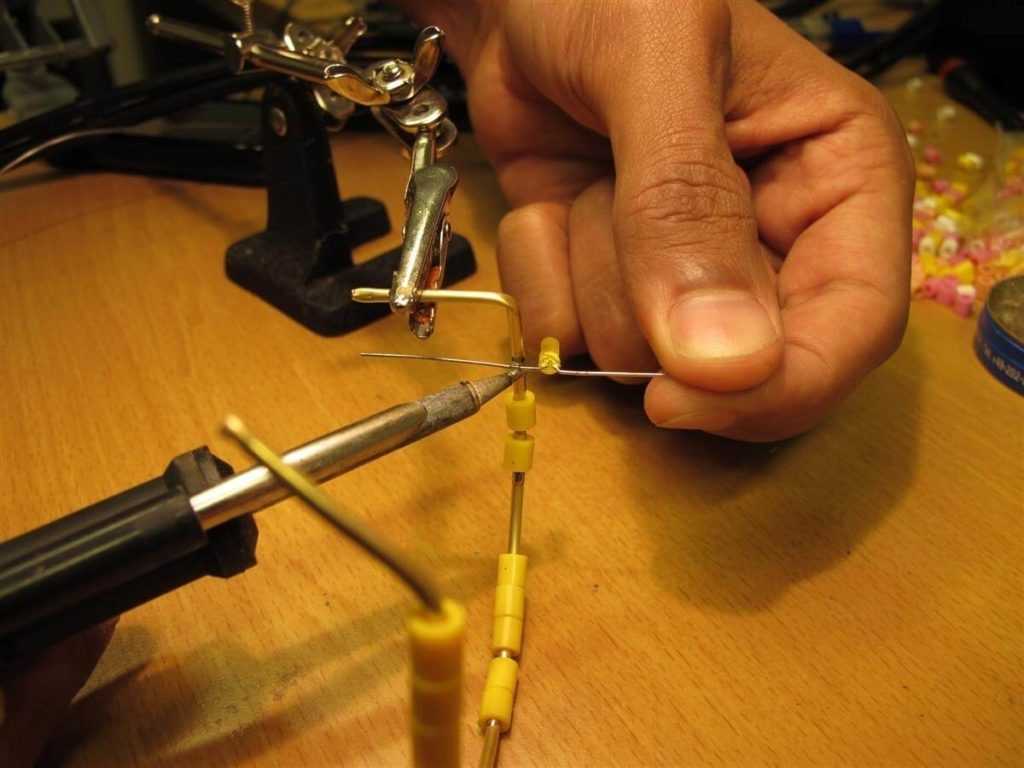
Для дополнительной тренировки можно попробовать паять различные ненужные платы от компьютеров и смартфонов. На материнских платах существует много SMD и DIP компонентов. Только долгие и упорные часы практики помогут развить навыки в пайке.
![]()
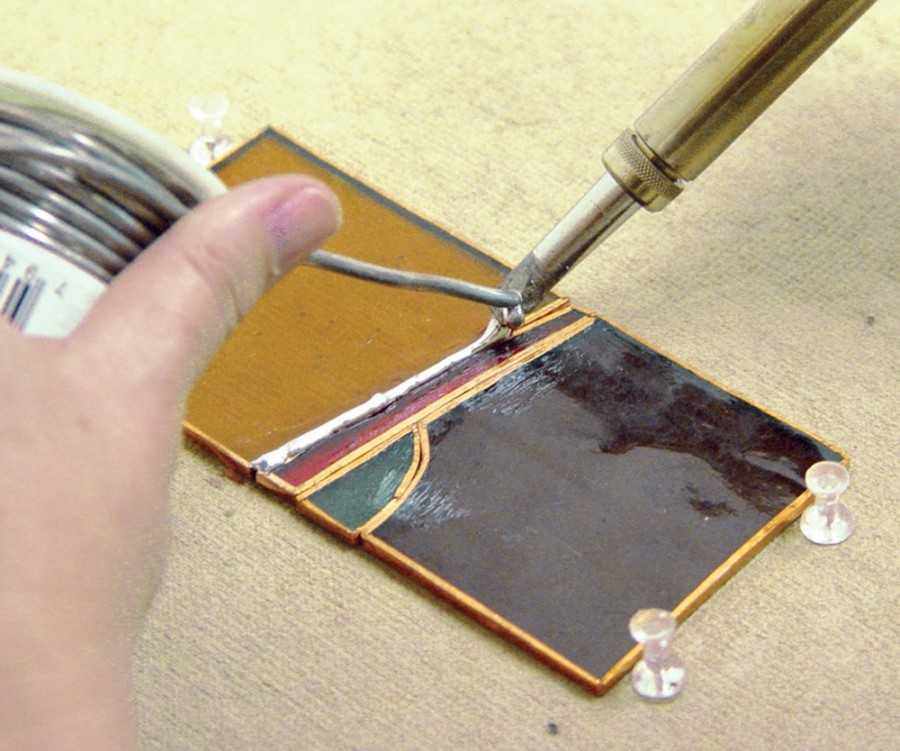
Сетка
В качестве упражнения можно попробовать спаять сетку из проводов. Качество пайки оценивается по нагрузке на эту спаянную сетку проводов. Если паяные соединения не рвутся под нагрузкой, то пайка отличная.
![]()
Конструкторы
Так же отлично помогают радиоконструкторы.
![]()
Они учат понимать электрические схемы и тонкости пайки. Следует начинать с простых конструкторов, например с мигалок или дверных замков. По мере повышения мастерства, можно повышать уровень сложности, доходя до сложных LED кубиков.
![]()
Пайка кислотой
Кислота используется только в крайнем случае, когда сильно окисленная поверхность не поддается лужению. Все детали, провода и разъемы могут отлично паяться без кислоты.Подробнее о паяльной кислоте









Процесс пайки электропаяльником
Как паять провода, что для этого нужно сделать:
- Залудить паяльник. Для затачивания жала нужно использовать наждачную бумагу, которой работают до получения гладкой блестящей поверхности. После этого разогретое жало погружают в канифоль и припой. Наконечник прикладывают к деревянной дощечке. Манипуляции повторяют до тех пор, пока жало паяльника не приобретет серебристый цвет.
- Залудить провода. Их очищают от оплетки и покрывают канифолью, поверх накладывают наконечник паяльника. После оплавления флюса провод извлекают.
- Припаивать залуженные части. Жало прибора обрабатывается припоем, место пайки разогревается до нужной температуры. После покрытия проводов оловом избегают лишних движений. Для быстрого остывания используют вентилятор.
![]() Watch this video on YouTube
Watch this video on YouTube
Особенности пайки при использовании флюса
Пайка деталей с применением флюса имеет следующие особенности:
- Температура плавления для канифоли должна быть более низкой, чем для припоя. Это условие считается обязательным для прочного сцепления деталей.
- Флюс не должен контактировать с расплавленным оловом. Каждое средство образовывает отдельное покрытие, обеспечивающее надежное соединение деталей.
- Канифоль следует равномерно распределять по поверхностям.
- Жидкий флюс должен смачивать все запаиваемые детали и обладать повышенной текучестью.
- Нужно выбирать средство, растворяющее и удаляющее появляющиеся на поверхностях пленки из неметаллических материалов.
- Нужно применять флюс, не вступающий в реакцию с соединяемыми материалами. Это помогает сохранить рабочие характеристики элементов.
Пайка многожильных проводов
Многих интересует вопрос, как правильно паять паяльником такие провода. Соединение выполняется следующим образом:
- провода очищаются от изоляции;
- оголенные жилы зачищаются до металлического блеска;
- места соединения обрабатываются припоем;
- детали скрепляются методом скрутки;
- место пайки зачищается наждачной бумагой (не должны оставаться заусенцы, нарушающие прочность крепления);
- соединение покрывается расплавленным припоем;
- место скрепления обматывается изолентой.
![]() Watch this video on YouTube
Watch this video on YouTube
Можно ли паять медный провод с алюминиевым
Алюминиевые и медные проводники можно запаять. В таком случае применяют специальный припой для алюминия. Медный провод нужно качественно залудить. Этого достаточно для предупреждения химических реакций между медными проводами и алюминиевыми.
Преимущества и недостатки пайки
Самым главным преимуществом пайки перед другими видами соединений проводов является надёжность. Спаянный электрический узел в плане надёжности может уступить лишь соединению, выполненному сваркой.
На весь период эксплуатации вы можете забыть о спаянном соединении, никакого дополнительного обслуживания оно не потребует.
Пользуясь пайкой, вы можете соединить проводники разные по сечению, одножильные с многожильными.
Этот метод относится к низким по себестоимости. Главное, чтобы у вас был паяльник, а припой с канифолью стоят совсем недорого, при этом расход их совсем мизерный.
Также несомненным преимуществом пайки является то, что с её помощью можно одновременно соединять более 2-х проводов.
К недостаткам пайки можно отнести высокую трудоёмкость и обязательное наличие навыков в пользовании паяльником.



