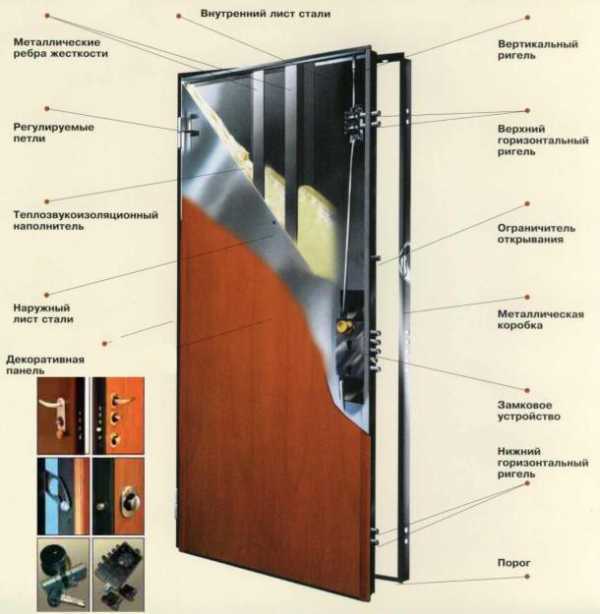
Конструктивные особенности
Чтобы изделие проработало долго, непрозрачную нижнюю часть полотна делают не более 1 м. Если конструкция со стеклянным вставкой монтируется в местах с повышенной проходимостью, и при этом не предусмотрено автоматическое открытие, обязательно устанавливаются решетки, предотвращающие преждевременное разрушение стекла.
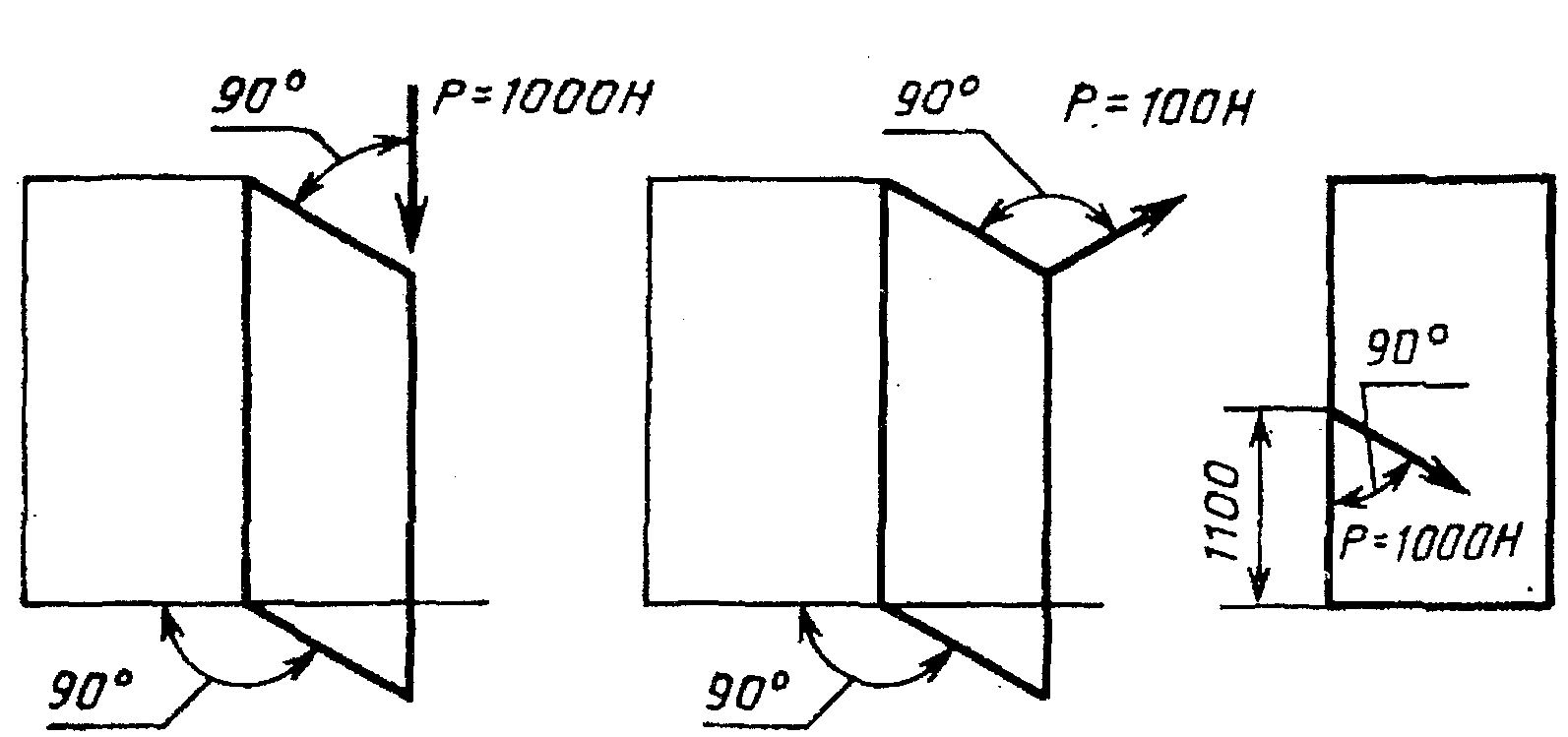
Толщина стекла, которое используется при изготовлении изделия, должна быть равна минимум 5 мм. Если стеклянное полотно комплектуется стеклопакетом, толщина последнего – минимум 15 мм. Максимальное усилие, которое допускается прилагать к дверному полотну, ограниченно 50 Н, в целях увеличения срока службы.
![]()
Варианты конструктивного исполнения
На габариты собранной конструкции установлены предельные отклонения, величина которых определяется номинальным размером конкретного элемента. Для внутреннего и наружного параметра отклонения различны. Если номинальный размер составляет 500 мм и меньше, то для внутренней поверхности величина максимального отклонения не устанавливается, а для наружной максимум – 0,5 мм.
Наружная сторона короба и установленного полотна должны находиться в одной плоскости. Нормативные документы допускают колебания в пределах 2 мм. Длина диагонали коробки должна быть больше диагонали дверного полотна максимум на 3 мм. Большая разница создаст трудности при выполнении монтажа и последующей эксплуатации. Придется предусматривать дополнительные мероприятия по обеспечению дополнительного уровня сопротивления теплопередаче.
В местах сопряжения отдельных элементов на лицевой стороне размер зазора регламентируется нормативными требованиями и не может превышать 0,3 мм. Если величина зазора составляет 1 мм, место стыка герметизируется.
Чтобы обеспечить требующиеся эксплуатационные характеристики изделия, по периметру дверного полотна предусматриваются уплотнительные прокладки. К каждой стороне крепится цельный отрезок уплотнительного материала, который в отдельных случаях заменяется герметиком для обеспечения нужного комплекса свойств. Размер уплотнительного материала выбирается так, чтобы в момент закрытия полотном и коробкой не оставалось зазора.
Для изготовления используется прессованный профиль, отвечающий требованиям ГОСТ 22233-83. Профиль по нормативными требованиям для уменьшения угла скручивания и продольной кривизны подвергается правке.
5. ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. Транспортирование
5.1.1. Изделия транспортируют всеми видами транспорта в соответствии с Правилами перевозок грузов, действующими на данном виде транспорта.
5.1.2. Размещение и крепление грузовых мест на железнодорожном транспорте должно производиться в полном соответствии с «Техническими условиями погрузки и крепления грузов», утвержденными Министерством путей сообщения СССР.
5.2. Хранение
Изделия должны храниться в сухих вентилируемых помещениях на деревянных подкладках, рассортированными по типам и размерам. Между изделиями, уложенными в штабели, должны быть деревянные прокладки
Технические требования
Если для изготовления используются алюминиевые сплавы, их технические характеристики должны соответствовать требованиям стандарта и иным нормативно-техническим документам и рабочим чертежам, которые разрабатываются при изготовлении изделия конкретного типа. От всех моделей, независимо от конструктивных особенностей, требуются следующие характеристики:
- Сопротивление теплопередаче по СНиП II-3-79;
- Сопротивление воздухопроницанию
- Прочность, позволяющая выдержать эксплуатационную нагрузку, транспортировку и монтаж.
![]()
Дверь с остеклением
Количество циклов открытия/закрытия, которое выдерживает дверь без разрушения, должна достигает 100 тысяч. Изделия рассчитываются на статическую нагрузку, которая определяется в соответствии с основным нормативным документом. Все изделия должны выдерживать ветровую нагрузку, значения которой определяются СНиП 2.01.07-85.






Защитные покрытия
На все конструктивные элементы наносится защитно-декоративное покрытие, для защиты от атмосферного воздействия. Для этого их подвергают анодному оксидированию или покрывают подходящими по составу лакокрасочными материалами. Без защитного слоя допускается эксплуатировать только вкладыши.
Толщина покрытия непосредственно влияет на характеристики детали, а его цвет – на внешний вид конструкции. Толщина и характеристики анодного покрытия определяются двумя стандартами: 9.031-74 и 9.301-86. Требования к лакокрасочному покрытию устанавливает ГОСТ 9.032-74. Чтобы покрытие выполняло свое функциональное назначение, оно должно относиться к III классу и обладать толщиной не менее 70 мкм.
![]()
Окрашенный профиль
Если это поверхность на внутренней стороне детали полого профиля или не лицевая, то от нанесения декоративно-защитного покрытия можно отказаться. Эти поверхности не подвергаются внешнему воздействию, а потому сохраняют первоначальные характеристики даже без дополнительно защиты.
Для изготовления прокладок используется полиэтилен низкого давления. Сорт материала при этом не имеет особого значения. Допускается использование резины с повышенной твердостью или древесины, которая предварительно обработана антисептиком.
![]()
Нанесение защитного покрытия
К выбору крепежных элементов стоит отнестись ответственно. Если они изготовлены из обычной стали, то нельзя допускать контакта с остальными деталями, если толщина защитного покрытия меньше 9 мкм. В противном случае алюминий в составе сплава начнет коррозировать. Это обязательно приведет к снижению прочностных характеристик установленной конструкции. Предпочтение рекомендуется отдавать крепежу из нержавеющей стали.
Деление по виду профиля
Согластно ГОСТа 23747-88, алюминиевой двери делаются из профиля двух вариантов: тёплого или холодного. Первый вид был назван в силу использования в структуре добавочной полимерной составляющей, задачей которой считается предотвращение обмерзания изделия при низкой температуре. Чтобы достигнуть такого результата, нужно уплотнить двойным слоем весь контур створки. Кроме того, это дает возможность избежать попадания в помещения холодного воздуха и влаги.
Холодный профиль из алюминия не укомплектовывается аналогичной полимерной вставкой
Это нужно брать во внимание, ведь при применении конструкций из подобного материала температура в середине помещения и самой двери будет фактически похожа наружной. Изделия из холодного профиля прекрасно подойдут для нежилых помещений и складов, которые не нужно обогревать
Стоит выделить, что в зонах с тамбуром можно применять комбинирование дверных групп из двоих типов профилей. Это современное решение для этих помещений.
4. МЕТОДЫ КОНТРОЛЯ
4.1. Сопротивление теплопередаче дверей (п. ) определяют по ГОСТ 26254-84.
4.2. Сопротивление воздухопроницаемости дверей (п. ) определяют по ГОСТ 25891-83.
4.3. Двери на статические и ветровую нагрузки (п. ) проверяют по программе и методике испытаний, утвержденной в установленном порядке.
4.4. Работу подвижных соединений (п. ) проверяют контрольным открыванием и закрыванием полотен дверей.





4.5. Защитно-декоративное покрытие (п. ) проверяют по ГОСТ 9.302-79 и ГОСТ 9.074-77.
4.6. Геометрические размеры (пп. ; — ) проверяют штангенциркулем ШЦ-III по ГОСТ 166-80, угломером по ГОСТ 5378-66, рулеткой II класса точности по ГОСТ 7502-80, щупом по ГОСТ 882-75* или шаблоном предприятия-изготовителя, утвержденным в установленном порядке.
* С 01.01.89-ТУ 2-034-225-87
4.7. Качество поверхностей профилей после механической обработки (п. ) проверяют методом сравнения с эталонами шероховатости по ГОСТ 9378-75.
4.8. Наличие уплотнительных прокладок (п. ) проверяют визуально.
4.9. Плотность прижатия уплотнительных прокладок к притворам (п. ) проверяют по наличию непрерывного следа, оставленного красящим веществом, наносимым на поверхность уплотнителя
В качестве красящего вещества следует применять мел по ГОСТ 12085-73, тальк по ГОСТ 19729-74 или другие вещества, не повреждающие конструкцию и легко удаляемые после проведения контроля.
4.10. Соответствие марок и качество материалов (пп. — ) проверяют по сертификатам предприятий-изготовителей.
Требования в техническом плане, предъявляемые дверям из алюминия
Алюминиевые двери изготавливаются в согласии с положениями ГОСТ, который с 1995 года каждые 5 лет подаётся ревизии, дополняется и опять издаётся в новой редакции. Более того, при изготовлении дверей стоит следовать требованиям нормативно-технической документации на изделия определенного типа, а еще рабочими чертежами.
Характеристики дверей из алюминия
ГОСТ номер 23747-88 учитывает, что двери из алюминия должны владеть значительной прочностью и стойкостью при перевозке, монтаже и эксплуатации. Также, подобные двери должны держать не менее 100 тыс. циклов закрытия и открытия створок. Вместе с этим, в первую очередь в производственном процессе дверей из алюминия покрыть их лако-красочными составами. Эта облицовка делает защитную и декоративную функции. Будет кстати сказать, что покрыть изделие в собранном состоянии не позволяется, так как это противоречит нормативам ГОСТ.
Иным требованием госстандарта считается принудительное оборудование дверей из алюминия с полным остеклением решётками для защиты. Такие меры делаются с целью не допустить повреждение от механических факторов стекла. Эта норма относится к тем конструкциям, которые не оборудованы автоматизированным открыванием и установлены в местах с сильным накоплением людей. К их числу относятся, к примеру, вокзалы, станции метро, аэропорты. Также предусматривается, что конструкция подобных дверей из алюминия должна вычеркивать возможность произвольного демонтажа створок и запирающих механизмов.
Материалы и иные элементы дверей из алюминия
Каркасы дверей делают и согласно положениям ГОСТ номер 22233-83, который устанавливает нормы профилей из сплавов алюминия. Другие конструкционные элементы, а еще крепёжные болты, гайки, винты и шайбы делают из углеродистой стали, покрытой составами на основе кадмия или цинка. Вставки из стекла для полотна двери делают из стекла или пакета стекол. При этом толщина минимум первого должна равняться 5-6 мм, а второго 15-28 мм.
В качестве не пропускающих свет вставок применяют алюминиевые листы или прессованные профиля. Более того, можно применять и прочие материалы, но толщиной не менее 5-6 мм. Уплотнители делают из стойкой в отношении к действию света и мороза резины или пластмассы.
Комплектация дверей из алюминия и условия хранения
Разрешается поставлять изделия в разборном виде. Это означает, что элементы крепежа и фурнитура, а еще оборудование дополнительного характера не непременно должны монтироваться в конструкцию на производстве. Они могут доставляться отдельно в комплекте с каркасом и ставиться по месту. На другой стороне изделия ставится символ изготовителя, а еще марка, дата изготовления и штамп. Стоит добавить, что для долговременной дальнейшей эксплуатации готовые конструкции нужно слаживать в залах с функционирующей системой вентиляции.
![]()
Ложить готовую продукцию требуется на поддоны из дерева, а между несколькими образцами, уложенными вертикально в ряд, требуется разместить подкладки из древесины. Также нужно сказать, что в местах соприкасания дверей из алюминия к кирпичу, бетонному покрытию или штукатурке места примыкания нужно покрывать противокоррозийным составом.


Заключение
Стоит добавить, что сегодня многие производители металлических блоков дверей в процессе их изготовления идут своим технологическим нормативам, которые в той либо другой мере соответствуют ГОСТ 22233-83.
Требования стандарта
ГОСТ, которым в настоящее время руководствуются все производители, действует с 1995г. Но это совсем не значит, что он устарел. Стандарт постоянно обновляется в соответствии с изменениями технологии выпуска. Большинство требований, которые должны соблюдаться, при изготовлении дверей алюминиевых, ГОСТ условно объединяет в 5 основных групп:
- Характеристики;
- Материалы и комплектующие;
- Комплектность;
- Маркировка;
- Упаковка.
Следует отметить, что требования ГОСТ будут приведены не «сухим» языком цитат, а в форме доступной обычному человеку, без искажения основного смысла.
![]()
Характеристики
- Двери должны иметь прочность достаточную, чтобы не повредиться в процессе транспортировки и монтажа. Ресурс каждой должен составлять не менее 100 тыс. циклов открытия-закрытия;
- Изделие, должно иметь анодно-окисное или лакокрасочное покрытие. Во втором случае его толщина не менее 70-ти мкм.
- Покрытие наносится на каждую деталь в отдельности. Покраску в собранном виде ГОСТ не допускает;
- Двери из алюминиевого профиля, установленные в местах интенсивного движения и имеющие большую площадь остекления и не оснащенные автоматическим открыванием, должны снабжаться защитными решетками;
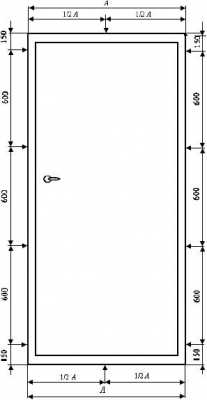
- Высота непрозрачной нижней части дверного полотна не должна превышать 1000мм.;
- Усилие необходимое для открытия двери – не более 50 Н;
- Дверь должна быть сделана таким образом, чтобы снаружи нельзя было нарушить ее конструкцию;
- Запорные устройства также защищаются от вмешательства снаружи;
- Диагонали коробки не должны отличаться более чем на 3 мм;
- Дверь не может выступать из коробки по лицевой стороне более чем на 2 мм;
- Зазоры по лицевой стороне не должны быть больше 0.3 мм;
- Размер максимальной шероховатости ГОСТ устанавливает не более 6мкм. Это относится только к внешней стороне.
Материалы и комплектующие
- Не допускается кривизна алюминиевых профилей. Сам профиль должен соответствовать ГОСТ;
- При производстве должны использоваться крепежные изделия из стали 20х13 или 12х13;
- Стекла применяемые для прозрачных поверхностей изготавливаются согласно нормативно-технической документации. Их толщина не может быть меньше 5 мм., если используется стеклопакет – 15мм.;
- Для обозначения полностью стеклянных дверей, на высоте 1м наносятся специальные знаки;
- Изделие должно иметь уплотнители из резины или пластика, качество которых определяется ГОСТ;
- Стыки между профилями заполняются специальным герметиком;
- Все резьбовые соединения фиксируются клеем типа БФ — 2 или другим, разрешенным ГОСТ.
Комплектность
- Комплект поставки определяется индивидуально для каждого конкретного случая, но не должен противоречить техническим требованиям;
- ГОСТ допускает транспортировку выступающих частей не на самой конструкции, а в комплекте поставки.
Маркировка
На тыльной стороне упаковки или на ее торцах должен присутствовать знак производителя, который включает: дату выпуска; марку изделия; штамп технического контроля.
Упаковка
- Перед транспортировкой каждое изделие закрывается на замок;
- Перед упаковкой двери обертываются двухслойной бумагой;
- Тара перевязывается шпагатом;
- Транспортировочная тара должна обеспечить сохранность изделия от повреждений;
- При транспортировке разрешается укладывать по несколько изделий в одну тару их количество не должно превышать допустимого;
- Выступающие части и крепёж обматываются оберточной бумагой и транспортируются в одной таре с изделием. В некоторых случаях допускается их перевозка в отдельном ящике согласно ГОСТ;
- Каждая партия снабжается сопроводительной документацией.
3. ПРИЕМКА
3.1. Двери принимают партиями. Партия должна состоять из дверей одной марки, изготовленных по одному технологическому процессу. Объем партии не более 200 шт.
3.2. Для проверки соответствия изделий требованиям настоящего стандарта и рабочим чертежам на предприятии-изготовителе следует проводить приемо-сдаточные, периодические и типовые испытания.
3.3. При приемо-сдаточных испытаниях применяют двухступенчатый контроль согласно ГОСТ 23616-79, на соответствие требованиям, приведенным в пп. ; — ; ; 2.4; , для чего от партии отбирают изделия в выборку в соответствии с табл. .
Таблица 2
Номер выборки
Объем выборки
Приемочное число
Браковочное число
До 25
1
5
1
1
5
2
От 26 » 90
2
5
1
2
» 91 » 200
1
8
2
2
8
1
2
3.4. Периодическим испытаниям должны подвергаться изделия не менее раза в два года на соответствие требованиям всех пунктов настоящего стандарта, за исключением пп. и .





При постановке дверей на производство испытания должны проводиться на соответствие требованиям всех пунктов настоящего стандарта.
3.5. При внесении изменений в конструкцию дверей или технологию изготовления проводят типовые испытания, объем которых определяет разработчик конструкторской и технологической документации.
Заключение
Нужно отметить, что, к сожалению, не все двери изготавливаются по ГОСТу. Некоторые нерадивые производители руководствуются своими требованиями, не всегда совпадающими с общепринятыми
Поэтому, в заключение несколько советов, на что обратить внимание:
- Конструкция должна быть сделана именно из дверного профиля, а не из оконного. Последний не выдержит таких нагрузок;
- Качество двери можно определить по покраске. Ровный слой краски без потеков и шелушений, говорит о хорошей предварительной обработке и дорогом оборудовании;
- Наружная дверь должна быть изготовлена из теплого профиля;
- Стыки каркаса должны быть заполнены герметиком или клеем. Если это не так – производитель отнесся к работе недобросовестно;
- Уплотнители должны быть резиновые или силиконовые. Несмотря на то, что ГОСТ допускает пластик, он может полопаться от мороза.
И последнее. Дверь это не только полотно и профиль. Очень много зависит от фурнитуры. При покупке нужно обязательно проверять ее качество, а не только комплектность.



